

7.1 Описание конструкции и принципа действия мембранного патрона. Порядок его расчета.
Мембранные патроны применяются для точного центрирования и закрепления деталей, обрабатываемы на токарных и шлифовальных станках. В мембранных патронах обрабатываемые детали устанавливаю по наружной или внутренней поверхности. Базовые поверхности деталей должны быть обработаны по 5-7 квалитету точности. Мембранные патроны обеспечивают точность центрирования деталей 0,004–0,007 мм.
Конструкция мембранного патрона включает: деталь, кулачок, мембрану, корпус, шток, поршень, кронштейн, болты, гидроцилиндр, динамометрический ключ. Мембранный патрон закреплен на кронштейне. Поворот детали осуществляется с помощью динамометрического ключа. Мембрана закреплена на корпусе патрона с помощью винтов.
Мембранный патрон работает следующим образом: для установки и закрепления детали необходимо, чтобы на мембрану была приложена сила от поршня с помощью штока гидроцилиндра равная величине необходимой для раскрытия кулачков на расчётный угол φ. Закрепление происходит за счёт упругих сил мембраны, когда шток отходит в исходное положение.
Мембранные патроны изготавливают из стали 65Г, 30ХГС с закалкой до твердости HRC 40…50. Основные размеры кулачковых мембран нормализованы.
Для разработанной технологической оснастки – мембранного патрона необходимо:
Рассчитать усилие резания

где Kp – поправочный коэффициент, учитывающий фактические условия резания.
Выбрать мембрану (Б.Н. Вардашкин стр.515-525) dр.к, h и Рос,
где dр.к – диаметр расточки кулачков.
Найти суммарное усилие W=Pz+ Рос+Кз,
где Кз–коэффициент запаса.
Определить диаметр гидроцилиндра Dц.
8.Качественная и количественная оценка уровня механизации и автоматизации технологического процесса
Автоматизация технологических процессов осуществляется с целью повышения производительности труда и сокращения числа рабочих, снижения себестоимости труда и повышения качества изделий.[3]
Анализ автоматизации включает качественную и количественную оценку; ее производят по видам, категориям и степеням. Различают следующие виды автоматизации: единичная, комплексная, полная и неполная. Степень автоматизации характеризует ее с точки зрения области применения от единичных технологических операций до организации техпроцессов выполненных на уровне крупных производств.
Для анализа автоматизации технологического процесса и каждой входящей в него операции составляем табл.9.1.
Таблица 8.1 Характеристика механизации и автоматизации техпроцесса.
№ операции |
Модель станка |
Управление циклом |
Способ загрузки заготовок |
Вид межопера-ционного транспорта |
Тo d= --- Тшт |
Качественная оценка механизации и автоматизации |
||||||||
Сте-пень |
Вид |
Кате- гория |
||||||||||||
005 |
1К282 |
П/автомат. |
Ручной |
Склиз |
0,64 |
3 |
А |
5 |
||||||
015 |
1П756ДФ3 |
автомат |
Ручной |
Склиз |
0,81 |
3 |
А |
6 |
||||||
020 |
1П756ДФ3 |
автомат |
Ручной |
Склиз |
0,85 |
3 |
А |
6 |
||||||
025 |
1П756ДФ3 |
автомат |
Ручной |
Склиз |
0,88 |
3 |
А |
6 |
||||||
030 |
1П756ДФ3 |
автомат |
Ручной |
Склиз |
0,86 |
3 |
А |
6 |
||||||
040 |
1П756ДФ3 |
автомат |
Ручной |
Склиз |
0,86 |
3 |
А |
6 |
||||||
050 |
3Т160 |
П/автомат. |
Ручной |
Склиз |
0,75 |
3 |
А |
3 |
||||||
055 |
2Л53У |
Ручное |
Ручной |
Склиз |
0,58 |
3 |
А |
3 |
||||||
060 |
2Л53У |
Ручное |
Ручной |
Склиз |
0,53 |
3 |
А |
3 |
||||||
065 |
2Л53У |
Ручное |
Ручной |
Склиз |
0,53 |
3 |
А |
3 |
||||||
070 |
2А554 |
Ручное |
Ручной |
Склиз |
0,7 |
3 |
А |
3 |
||||||
090 |
5Д312 |
П/автомат. |
Ручной |
Склиз |
0,85 |
3 |
А |
5 |
||||||
100 |
5Е580 |
П/автомат. |
Ручной |
Склиз |
0,63 |
3 |
А |
5 |
||||||
Уровень механизации и автоматизации на участке довольно высок на операциях. Требуется введение межоперационного транспорта на операциях и для повышения производительности и уменьшения числа рабочих следует рассмотреть возможность автоматизации процесса загрузки-разгрузки станков.
Подвесной цепной конвейер
Подвесные грузонесущие конвейеры предназначены для непрерывного или периодического транспортирования штучных грузов по замкнутой пространственной трассе. В сочетании с механизмами съема и навески грузов подвесные конвейеры составляют комплексную транспортно-технологическую систему. В состав оборудования подвесных конвейеров входят: ходовой путь (прямолинейные участки, горизонтальные и вертикальные изгибы); элементы крепления трассы; тяговая цепь (двухшарнирная или разборная) с присоединенными каретками с грузонесущими подвесками; поворотные устройства; натяжные устройства; устройства управления приводами автоматического адресования грузов (релейно-контактные или бесконтактные); дополнительное оборудование (металлоконструкции, площадки обслуживания и т. д.).
Пути, тяговые разборные цепи, каретки и поворотные устройства могут эксплуатироваться в моечных, сушильных, окрасочных камерах при температуре до +150°С.
Таблица 8.2 Основные технические данные подвесного конвейера.
Модель |
ПНЦ-32 |
Грузоподъемность, кг. |
80 |
Тип цепи |
двухшарнирная |
Шаг цепи, мм |
200 |
Скорость движения цепи, м/с |
0,2 |
Максимальный угол наклона трассы |
90 |
Производительность (подвесок/час) |
6000 |
Напряжение питания, В |
380/220 |
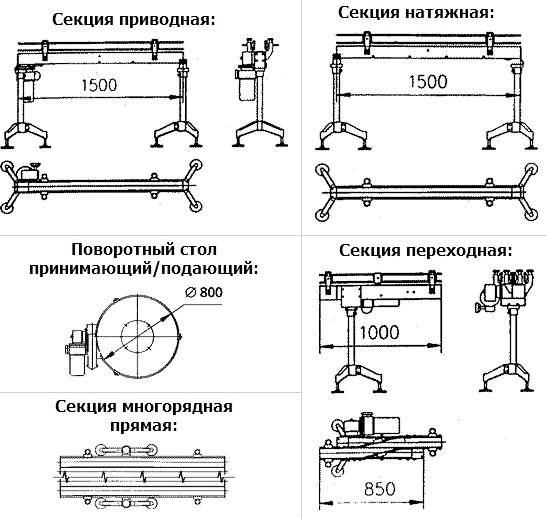
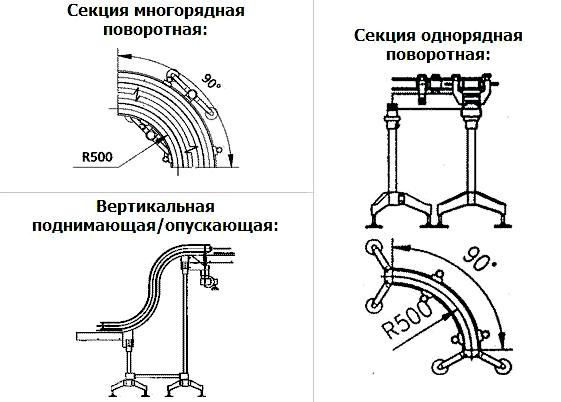
Рисунок 8.1 Составные секции подвесного конвейера.