

§ 2.2. Точность
Под точностью обработки деталей понимается степень соответствия ее формы и размеров чертежу. Отклонения от формы и размеров называются погрешностью. Электроэрозионному процессу присущи те же систематические и случайные погрешности, что и механической обработке. Их природа и способы снижения рассматриваются в курсе «Технология машиностроения». Так же как и при механической обработке, на размеры погрешностей оказывают влияние состояние технологической системы, погрешности установки, базирование инструмента, внутренние напряжения в материале заготовки, ее нагрев при обработке. В случае электроэрозионной обработки жесткость технологической системы не зависит от режима обработки, но на нее существенное влияние оказывает давление жидкости при прокачке рабочей среды.
При ЭЭО на точность изготовления деталей влияют: 1) точность изготовления электрода-инструмента; 2) износ электрода-инструмента вследствие эрозии; 3) погрешности формы и размеров углубления на заготовке относительно электрода-инструмента.
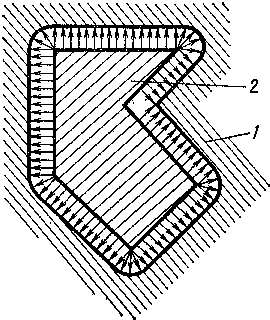
Рис. 1.16
В процессе обработки форма и размеры электрода-инструмента нарушаются из-за износа. Казалось бы целесообразным выполнять его с широкими допусками. Однако окончательный профиль углубления формируется неизношенным участком электрода-инструмента, поэтому электрод-инструмент изготовляют на 1...2 квалитета точнее, чем обрабатываемые детали. Допуски на размеры электрода-инструмента составляют обычно 0,015....0,1 мм, что соответствует требованиям к изготовлению металлорежущих инструментов
Износ на различных участках инструмента различен. На рис. 1.16 показано изменение числа разрядов при прошивании в заготовке 1 отверстия сложной формы электродом-инструментом 2. Возможное число импульсов, реализуемых в промежутке, показано стрелками, число которых в местах сопряжения поверхностей иное, чем на прямолинейных участках. Так, на участках электрода-инструмента, имеющих вогнутость, число разрядов меньше, следовательно, износ на них будет выражен слабее. Если учесть условия выноса продуктов обработки из промежутка, то различия в износе отдельных участков еще более возрастут.
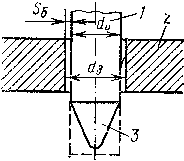
Рис. 1.17
На рис. 1.17 показан характер износа электрода-инструмента 1 при прошивании отверстия в заготовке 2. До вскрытия отверстия обработка велась концевым участком 3, который вследствие эрозии потерял свою первоначальную форму, показанную пунктирной линией. Если прекратить прошивание сразу после образования сквозного отверстия, оно было бы коническим. Для придания ему цилиндрической формы электрод-инструмент перемещают до тех пор, пока не прекратятся боковые разряды и не сформируется отверстие с диаметром dд, большим, чем диаметр dи электрода-инструмента, на двойной размер бокового зазора sб.
Если необходимо обработать глухое углубление, то на конечной стадии обработки электрод-инструмент приходится заменять новым.
При вырезании по контуру непрофилированным электродом-инструментом (проволокой) постоянный по времени износ не влияет на точность. Однако за счет уменьшения диаметра электрода от эрозии уменьшаются, прочность проволоки, ее натяжение и способность сохранять прямолинейность при обработке. Последнее определяет степень повторения на заготовке заданного контура, т. е. точность формы и размеров детали. Если непрофилированным электродом-инструментом изготовляют узкие пазы, то погрешность их размеров будет зависеть от износа проволочного электрода-инструмента.
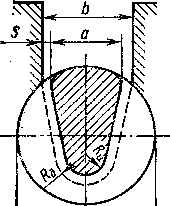
Рис. 1.18
На рис. 1.18 показано влияние эрозии проволоки на ширину паза. Если бы электрод-инструмент не изнашивался, ширина паза превышала бы диаметр проволоки на двойной размер зазора s. Фактически ширина паза b = a + 2s, где а - размер изношенного электрода-инструмента; 5 - боковой зазор. Зазоры зависят от режима обработки, натяжения проволоки и меняются в довольно широких пределах: при обработке сталей s = 7...16 мкм, при разрезании твердых сплавов s = 6...18 мкм.
Износ проволоки ведет к тому, что ширина паза по высоте заготовки будет различной, т. е. стенки паза имеют уклон. Этот уклон зависит от скорости движения проволоки, ее материала и диаметра, режимов обработки, толщины заготовки. Обычно уклон составляет 1...2°.
Износ проволоки определяет радиус скругления паза на детали Rд = Rи + s, где Rи — радиус скругления электрода-инструмента со стороны детали (рис. 1.18). Для латунной проволоки диаметром от 0,1 до 0,3 мм Rдmin=(0,2...0,35)dпр. Это необходимо учитывать при изготовлении пазов с заданным скруглением стенок. При работе по схемам разрезания и шлифования износ электрода-инструмента компенсируется его подачей и не оказывает заметного влияния на погрешности изготовления.
В случае легирования износ инструмента не сказывается на точности детали.
Для большинства режимов обработки износ составляет:
в случае схемы прошивания сталей на электроискровом режиме медными и латунными электродами 30...95% от объема снятого с заготовки металла;
при обработке на электроимпульсном режиме медно-графитовыми электродами-инструментами 0,1...4,0%;
в случае электроконтактной обработки в жидкости 10...40%;
при электроконтактном разрезании на воздухе до 30%.
Чтобы снизить влияние износа электродов-инструментов на точность изготовления, а) изготовляют инструмент из материала, стойкого к эрозии, например из вольфрама, меднографита, коксографитовых композиций; б) используют так называемые безызносные схемы, при которых часть материала с заготовки или из рабочей среды осаждают на электроде-инструменте, компенсируя тем самым его износ; в) заменяют изношенные участки электрода-инструмента путем продольного перемещения, как при прошивании сквозных отверстий (см. рис. 1.17) и обработке непрофилированным электродом, или заменяют весь инструмент; г) производят правку и калибровку рабочей части электрода-инструмента.
Погрешности размеров и формы углубления в заготовках зависят в основном от нестабильности режима обработки, вызванной колебаниями напряжения в сети, изменениями скорости подачи, износом электрода-инструмента, ошибками системы программного управления, изменениями межэлектродного зазора.
Для определения суммарной погрешности Δ0 складывают погрешности изготовления электрода-инструмента Δи его износ Δэ и систематические ошибки, свойственные электроэрозионной и механической обработке Δм.о., а также учитывают погрешности формы и размеров углублений на заготовке относительно электрода-инструмента Δф и случайные ошибки Δ1 характерные для любого вида обработки:
![]()
где k — коэффициент кривой рассеивания размеров (для закона нормального распределения k=1/9). Суммарная погрешность Δ0 не должна превышать допустимую погрешность на изготовление детали.
На современном уровне развития электроэрозионной обработки точность изготовления деталей на электроискровом режиме профильным электродом-инструментом достигает 6...7-го квалитета СЭВ, непрофилированным - 5...6-го квалитета; в случае применения электроимпульсного режима точность изготовления соответствует 9...11-му квалитету; при электроконтактной обработке в жидкой среде (шлифование) - 7...8-й квалитет, при обработке в воздухе (разрезание) -16...17-й квалитет СЭВ. Погрешности электроэрозионного легирования оценивают неравномерностью наносимого слоя, которая может достигать 20% его толщины.