

Часть I
ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА МЕТАЛЛОВ
ВВЕДЕНИЕ
В науке и технике само явление электрической эрозии, т. е. разрушение контактов под действием электрических разрядов, было известно давно. В частности, искровые и дуговые разряды возникают при разрыве или отключении электрических цепей. Электрической эрозии подвержены контакты реле, выключателей, рубильников и других подобных устройств. Электрическая эрозия - очень вредное явление, сокращающее срок службы и снижающее надежность электрических устройств. Много исследований было посвящено устранению или хотя бы уменьшению такого разрушения контактов.
Над этой проблемой в годы Великой Отечественной войны работали советские ученые Б. Р. Лазаренко и Н. И. Лазаренко. Поместив электроды в жидкий диэлектрик и размыкая электрическую цепь, ученые заметили, что жидкость мутнела уже после первых разрядов между контактами. Они установили: это происходит потому, что в жидкости появляются мельчайшие металлические шарики, которые возникают вследствие электрической эрозии электродов. Ученые решили усилить эффект разрушения и попробовали применить электрические разряды для равномерного удаления металла. С этой целью они поместили электроды (инструмент и заготовку) в жидкий диэлектрик, который охлаждал расплавленные частицы металла и не позволял им оседать на противолежащий электрод. В качестве генератора импульсов использовалась батарея конденсаторов 2, заряжаемых от источника постоянного тока; время зарядки конденсаторов регулировали реостатом 1 (рис. 1.1). Так появилась первая в мире электроэрозионная установка. Электрод-инструмент 3 перемещали к заготовке 4. По мере их сближения возрастала напряженность поля в пространстве между электродом-инструментом и заготовкой. Это пространство называют межэлектродным промежутком (МЭП) или просто промежутком. При достижении определенной напряженности поля на участке с минимальным расстоянием между поверхностями электродов, измеренным по перпендикуляру к обрабатываемой поверхности и называемым минимальным межэлектродным зазором, возникал электрический разряд (протекал импульс) тока, под действием которого происходило разрушение участка заготовки. Продукты обработки попадали в диэлектрическую жидкость 5, где охлаждались, не достигая электрода-инструмента, и затем осаждались на дно ванны. Через некоторое время электрод-инструмент прошил пластину 4. Причем контур отверстия точно соответствовал профилю инструмента.

Рис. 1.1
Так, явление, считавшееся вредным, было применено для размерной обработки материалов. Изобретение электроэрозионной обработки (ЭЭО) имело выдающееся значение. К традиционным способам формообразования (резанию, литью, обработке давлением) прибавился совершенно новый, в котором непосредственно использовались электрические процессы. Б. Р. Лазаренко и Н. И. Лазаренко были удостоены Государственной премии СССР. Позднее Б. Р. Лазаренко был избран академиком АН Молдавской ССР, где и работал до конца жизни (1910 - 1979).
Первоначально для осуществления ЭЭО применялись исключительно искровые разряды, создаваемые конденсатором в так называемом RC-генераторе (рис. 1.1). Поэтому новый процесс в то время называли электроискровой обработкой.
В начале 50-х годов были разработаны специальные генераторы импульсов, благодаря которым обработку можно было проводить не только на коротких искровых разрядах, но и на более продолжительных искро-дуговых и дуговых разрядах. Чтобы отличить новые условия осуществления процесса, его стали называть электроимпульсной обработкой.
Поскольку для формообразования во всех случаях применяют одно и то же явление - электрическую эрозию, в настоящее время эти процессы считают разновидностями ЭЭО и используют определения электроискровой режим ЭЭО и электроимпульсный режим ЭЭО.
Большой вклад в развитие методов ЭЭО внесли советские ученые и инженеры Б. Н. Золотых, А. Л. Лившиц, Л. С. Палатник, М. Ш. Отто и др.
В настоящее время применяют несколько технологических схем электроэрозионной обработки.
1. Прошивание - удаление металла из полостей, углублений, отверстий, пазов, с наружных поверхностей. На рис. 1.2 показаны схемы изготовления углубления (а) и фасонного стержня (б). Электрод-инструмент 1 поступательно перемещается к заготовке 2 со скоростью аи. Оба электрода помещены в ванну 3, заполненную диэлектриком 4. Продукты обработки 5 выбрасываются в межэлектродный промежуток и оседают на дно ванны. Прошиванием можно получать поверхности как с прямой, так и с криволинейной осью.
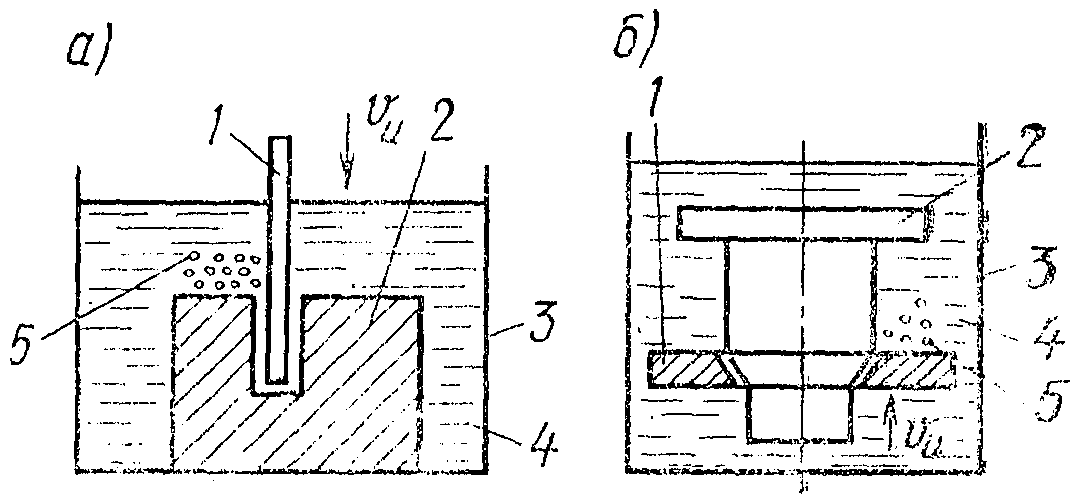
Рис. 1.2
Существует два варианта прошивания:
прямое копирование, когда электрод-инструмент находится над заготовкой (рис. 1.2, а);
обратное копирование с расположением заготовки над электродом-инструментом (рис. 1.2,6). Движение подачи здесь может осуществлять заготовка.
Второй вариант позволяет облегчить удаление продуктов обработки и за счет сокращения числа боковых разрядов через частицы расплавленного металла в межэлектродном промежутке повысить точность обработки детали.
2. Электроэрозионное шлифование, схема которого показана на рис. 1.3. Металлический электрод-инструмент 1 в форме диска совершает вращательное и поступательное движение к заготовке 2 со скоростью ***. Заготовка может вращаться, как показано на рис. 1.3. Жидкость подают поливом из насадки 3. При небольших габаритах заготовок процесс может протекать в ванне с рабочей жидкостью. Шлифование может быть как встречным, так и попутным.
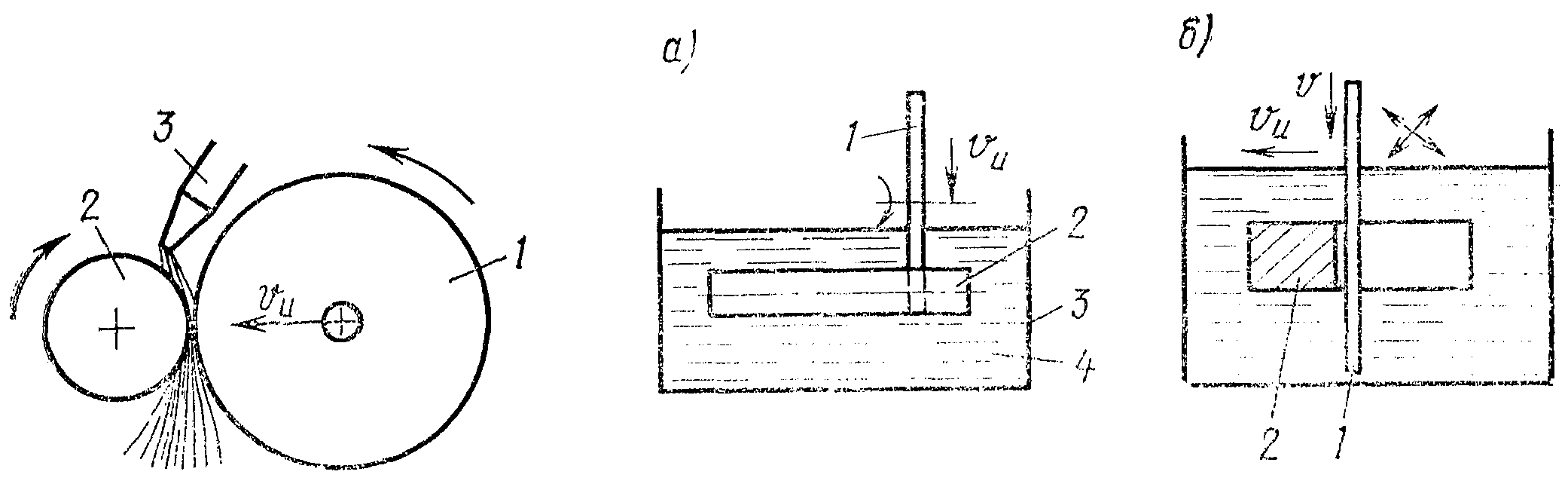
Рис. 1.3 Рис. 1.4
3. Разрезание
профильным или непрофилированным
инструментом включает разделение
заготовки на части - отрезание - и
получение непрямолинейного контура -
вырезание, которое выполняется только
непрофилированным электродом-инструментом.
Профильный электрод-инструмент 1 при
разрезании деталей (рис. 1.4, а) может
быть выполнен в форме диска или пластины.
Его перемещают к заготовке 2 со скоростью
*** и в плоскости его вращения вдоль
детали. Обработка выполняется в ванне
3 с диэлектрической жидкостью 4. Если
разрезание выполняется пластиной с
одним поступательным перемещением ее
к заготовке, то это будет прошивание.
В случае использования профилированного
электрода (рис. 1.4, б) инструмент 1 выполняют
в форме круглой проволоки диаметром
0,02... 0,3 мм или стержня, которые могут
перемещаться в различных направлениях
со скоростью
![]() в любой части заготовки 2. Для устранения
влияния износа электрода-инструмента
на точность прорезаемых пазов проволоку
или стержень перемещают (обычно
перематыванием) вдоль оси со скоростью
v. Разрезание выполняют в ванне с
диэлектрической жидкостью.
в любой части заготовки 2. Для устранения
влияния износа электрода-инструмента
на точность прорезаемых пазов проволоку
или стержень перемещают (обычно
перематыванием) вдоль оси со скоростью
v. Разрезание выполняют в ванне с
диэлектрической жидкостью.
4. Электроэрозионное упрочнение, включающее легирование и наращивание поверхности, обычно осуществляют на воздухе. Частицы расплавленного металла инструмента на воздухе не успевают остыть и оседают на поверхности заготовки, образуя на ней слой сплава, насыщенного легирующими элементами электрода-инструмента (либо легирующим компонентом из состава рабочей среды). Кроме того, нанесенный на заготовку слой закален до высокой твердости и имеет за счет этого повышенную износостойкость.