

2.4 Анализ технологической схемы разделения труда
Одним из основных технологических документов при проектировании процесса изготовления изделий является справочник технологических операций, который представляет собой последовательность операций обработки изделия. справочник оформляется в табличной форме с указанием номера неделимой операции, содержание данной операции, специальность и разряд работника, выполняющего операцию, а также затрату времени на ее выполнение с учетом процента повторяемости усложняющих элементов и элементов минимальной сложности в моделях (приложение А).
Предварительный расчет потоков выполняют как при проектировании новых, так и при реорганизации действующих потоков (приложение Б).
Схема разделения труда на технологический процесс пошива женского платья (приложение Б) разработана по типовым нормативам.
Анализ технологической схемы процесса производится расчетным и графическими методами.
Коэффициент согласования потока Кс, определяющий загруженность потока, определяется по формуле:
![]() ,
(11)
,
(11)
где
![]() – трудоемкость изготовления изделия
в потоке, с;
– трудоемкость изготовления изделия
в потоке, с;
![]() – фактическое
количество рабочих, чел.;
– фактическое
количество рабочих, чел.;
![]()
Допускаемая загрузка процесса при Кс=0,98…1,02. Такая величина Кс обеспечивает сопряженность норм выработки рабочих процесса с его расчетным
выпуском, что создает нормальные условия работы процесса.
Загрузка технологического процесса скомплектована правильно. Степень загрузки равномерная.
Планировка рабочих мест в бригаде по пошиву женского легкого платья (рисунок 25).
Рисунок 25 - Планировка рабочих мест.
Загруженность операций определяют с помощью графика синхронизации операций (рисунок 26).
Затрата времени
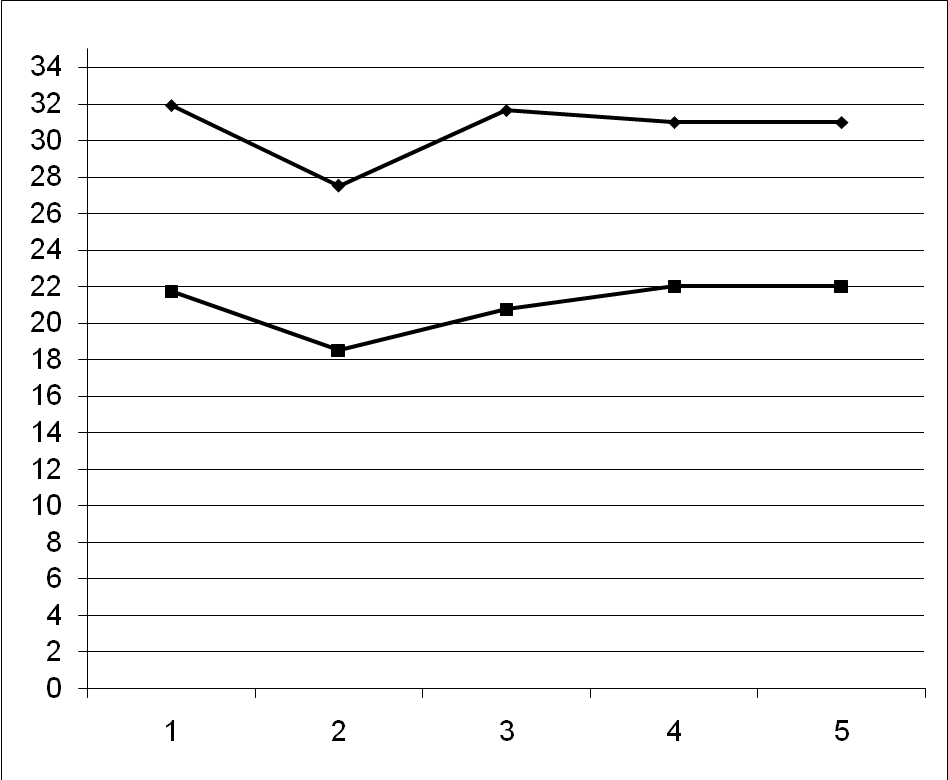
№ организ.
операции
Рисунок 26 – График синхронизации операций
Анализу подлежат организационные операции, время выполнения которых выходит за границы допускаемых отклонений, так как таких операций нет, процесс синхронизирован.
Другим качественным критерием оценки организационно-технологического построения процесса является схема движений деталей по рабочим местам (рисунок 27 ).
 подготовка
изделия к примерке
подготовка
изделия к примерке
 обработка
изделия после примерки
обработка
изделия после примерки
Рисунок 27 - Схема движения деталей по рабочим местам
Из схемы движения деталей по рабочим местам наблюдается четкая взаимосвязь рабочих мест между собой, отсутствие дальних передач деталей свидетельствует о том, что рабочие места для обеспечения минимального пути движения деталей расставлены рационально.
Для определения технико-экономических показателей технологической схемы составляется сводка рабочей силы, в которой указывается расчетное число рабочих по специальности. Сводка рабочих (таблица 35) характеризует технический уровень процесса, квалификацию рабочих, степень механизации работ. Сумму разрядов определяют, как сумму произведений числа рабочих каждого разряда на соответствующий разряд. Сумму тарифных коэффициентов определяют, как сумму произведений числа рабочих каждого разряда на соответствующий этому разряду тарифный коэффициент.
Таблица 35 – Сводка рабочих технологического процесса
Разряд |
Расчетное число рабочих по видам работ |
Расчетное число рабочих, Ni, чел |
Сумма разрядов ∑(Ni ∙ ri) |
Тарифный коэффициент |
Сумма тарифных коэффициентов ∑(Ni ∙ ki) |
||||||
М |
СМ |
У |
Р |
||||||||
1 |
- |
- |
- |
0,19 |
0,19 |
0,19 |
1 |
0,19 |
|||
2 |
0,9 |
0,52 |
0,95 |
1,2 |
3,57 |
7,14 |
1,1 |
7,8 |
|||
3 |
0,23 |
- |
- |
0,2 |
0,43 |
1,29 |
1,22 |
1,57 |
|||
4 |
- |
- |
- |
0,6 |
0,6 |
2,4 |
1,36 |
3,2 |
|||
∑ |
1,13 |
0,52 |
0,95 |
2,19 |
5 |
11,02 |
- |
12,76 |
|||
Удельный вес по специальности, % |
|||||||||||
|
22,6 |
10,4 |
19 |
43,8 |
100 |
|
|
|
|||
Далее выполняются расчеты по загрузке оборудования. Загрузка каждой единицы оборудования определяется, исходя из времени на работы, выполняемые на соответствующем оборудовании и общей затраты времени на организационную операцию.
Коэффициент загрузки оборудования рассчитывается по формуле:
![]() (12)
(12)
Расчеты выполняются в форме таблицы 36, а затем представляются в виде столбчатой диаграммы (рисунок 28).
Таблица 36 – Загрузка оборудования
№ ТНО |
Марка оборудования |
Затраты времени, tм, мин |
Затраты времени на организационную операцию |
Загрузка оборудования, % |
2 |
М – My Excel 23XE |
27,51 |
27,51 |
100 |
3 |
CМ – My Lock204D СМ - Зингер 85 кл., «ПМЗ» |
4,85
6,8 |
31,65
|
15,3
21,5 |
5 |
М - My Excel 23XE |
30 |
30,98 |
97 |
% загрузки
оборудования
Рисунок 28 – Диаграмма загрузки оборудования
На основе сводки рабочих определяются основные технико-экономические показатели процесса. Технико-экономические показатели данного процесса представлены в таблице 37.
Таблица 37 – Основные технико-экономические показатели
Наименование показателя |
Формула для расчета |
Показатель |
1 |
2 |
3 |
Средневзвешенное время обработки изделия, мин. |
Сумма затрат времени по всем организационным операциям |
150,38 |
Фактическое число рабочих, чел. |
|
5 |
Выпуск изделий в смену, шт. |
- |
16 |
Продолжение таблицы 37
1 |
2 |
3 |
Выработка на одного рабочего в смену, шт. |
|
3 |
Средний разряд рабочих |
|
2,2 |
Средний тарифный коэффициент |
|
2,5 |
Процент механизированных работ, % |
|
34 |
Средний процент загрузки оборудования, % |
|
49,8 |
Технико-экономические показатели используют для определения себестоимости, рентабельности продукции, для расчета экономической эффективности производства и т. д.