

2.2.2.9 Оцінка рівня технологічності виробу визначається в порівнянні
розрахованого комплексного показника К з комплексним нормативним показником Кн (таблиця 2).
Найменування класу блоків |
Стадії розробки робочої документацї |
||
Дослідний взірець |
Установочна серія |
Серійне виробництво |
|
Електронні |
0,40-0,70 |
0,45-0,75 |
0,50-0,80 |
Радіотехнічні |
0,40-0,60 |
0,75-0,8 |
0,80-0,85 |
Електромеханічні |
0,30-0,50 |
0,40-0,55 |
0,45-0,60 |
По формулах визначаю часткові показники технологічності і на їх основі, по формулі, визначаю комплексний показник технологічності.
Оцінка рівня технологічності виробу визначається в порівнянні
розрахованого комплексного показника К з комплексним нормативним
показником Кн, який визначається для виробів – аналогові і відображає реально існуючий рівень технологічності на підприємствах по випуску
аналогічної РЕА. Це відношення повинно задовольняти умовно:
![]()
![]()
З відношення бачимо що дана умова виконується , отже, виріб вважається технологічним.
2.2.3 Розробка і оформлення маршрутно-операційної технології
складання і монтажу виробу
Розробку і оформлення маршрутно-операційної технології складання виробу поділяється на такі етапи:
Комплектування. Проводиться комплектування вузлами, необхідними для складання приладу.
Знаття ізоляції. При цій операції використовують електрообпалювач. Ізоляцію знімають з 2-х сторін нарізаних провідників.
Лудження. Проводять лудження нарізаних провідників припоєм ПОС-61 і флюсом АТІ-120.
Слюсарно-складальна операція полягає в механічному кріпленні деталей, вузлів, блоків до несучих елементів конструкції.
Електромонтаж. Полягає у запайці перемичок і кабелю живлення.
Завершальна слюсарно-складальна операція полягає у механічному кріплені верхньої кришки і лицевої панелі.
Технологічне тренування.
Маршрутно-операційна технологія складання вузла друкованого подана в додатках.
Розділ 3 Організація виробництва
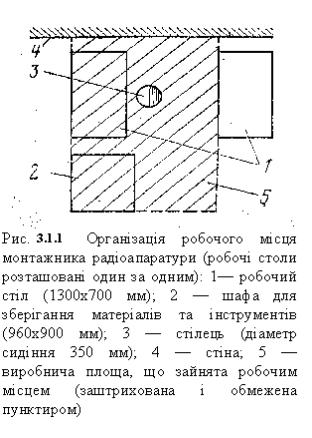
3.1 Організація робочого місця монтажника радіоапаратури
Оснащення та обладнання робочого місця залежить від виконуваної роботи (технологічних операцій), від характеру роботи (розумова, фізична, тяжка, монотонна) та від умов праці (комфортні, нормальні, несприятливі).
Безпосередньо на робочому місці слід передбачати інформаційне устаткування і органи управління; технологічну оснастку (опорні елементи, швидкодіючі затискачі, шарнірні монтажні головки, настільні бункери і касети з гніздами та ін.); додаткове обладнання (робочий стіл, сидіння оператора, підставка для ніг, шафа для інструментів та ін.); транспортні засоби (транспортери, підвісні конвейєри та ін.); пристрої для укладення матеріалів, заготовок, готових виробів; засоби сигналізації; засоби техніки безпеки.
Робоче місце працівника (особливо, оператора) визначає два поля: інформаційне поле (простір із засобами відображення інформації) і моторне поле (простір з органами управління та об’єктом праці).
В інформаційному полі зорового спостереження (рис. 2.1) виділяють три зони: у зоні 1 розміщують засоби відображення інформації, які використовуються дуже часто і вимагають точного та швидкого зчитування інформації; у зоні 2 – засоби інформації, які використовуються часто і вимагають менш точного і швидкого зчитування інформації; у зоні 3 – засоби відображення інформації, які використовуються рідко.
В моторному полі (рис. 2.2) теж виділяють три зони: 1 – зона оптимальної досяжності, в якій розміщують дуже важливі і дуже часто використовувані (більше 2 раз за хвилину) органи управління; 2 – зона легкої досяжності, в якій розміщують часто використовувані (2 рази за хвилину) органи управління; 3 – зона досяжності, в якій розміщують рідко використовувані (менше 2 раз за хвилину) органи управління.
Приклад організації робочого місця монтажника радіоапаратури та токаря представлені на рис. 3.1.1 .
3.2 Розрахунок параметрів поточної лінії
3.2.1 Ефективний фонд робочого часу
![]() ,
,
де Рр - кількість робочих днів в році
Тз - тривалість зміни
k - коефіцієнт планових витрат
3.2.2 Такт потокової лінії
![]()
де , Nр — річна програма випуску виробів , шт
3.2.3 Кількість робочих місць
tшт — час роботи на одній технологічній операції , хв
Квн — коефіцієнт виконання норм
3.2.4 Довжина конвеєрної лінії
![]() м
м
i – крок конвеєра
l – додаткова довжина
3.2.5 Основна площа конвеєра
![]()
Н — ширина конвеєра
П — ширина проходів по обидва боки конвеєра
3.2.6 Додаткова площа конвеєра
![]()
3.2.7 Загальна площа дільниці
![]()
3.2.8 Об'єм дільниці
![]()
h — висота виробничого приміщення
3.2.9 Темп потоку
![]()
3.2.10 Швидкість руху конвеєра
![]()
3.2.11 Вартість конвеєра
![]()
y – ціна одного метра конвеєра