

После стыковки ленту не применять в течение 2 часов; лишь после этого времени можно подвергать ее натяжению.
РАСЧЕТ РАЗМЕРОВ СТЫКОВОГО СОЕДИНЕНИЯ

Выбор направления стыковки
Соединение направлено против хода движения ленты Этот метод рекомендуется в большинстве случаев, потому что стык хорошо работает даже в случае агрессивных скребков.
Соединение направлено по ходу движения ленты Альтернативный метод для сильно натянутых лент с небольшим диаметром барабанов. В случае эксплуатации конвейера в реверсивном режиме направление стыковки выбирается произвольно. nst = количество ступеней = количество прокладок - 1 lz = nst*ls + la lz = общая длина ленты, необходимая для стыковки ls = длина ступени, lv = длина стыковки, la = ширина скоса 0,3 х В
Выбор длины ступеней
Тип ленты (разрывное усилие/количество прокладок) |
Длина ступеней ls в мм |
Длина стыка lv в мм |
Количество ступеней |
315/2 400/3 500/3 |
150 200 200 |
300 400 400 |
2 2 |
630/4 |
200 |
600 |
3 |
800/4 |
250 |
750 |
3 |
1000/5 |
250 |
1000 |
4 |
1250/5 1600/5 2000/5 2500/5 3150/5 |
250 300 300 350 350 |
1000 1200 1200 1400 1400 |
4 4 4 4 4 |
Выделена лента из ткани ТК-200 на 4 и 5 прокладок. Теоретические нормы расхода материалов.
Артикул |
Наименование |
Ориентировочный расход |
525 2028 |
Клей цемент SC-2000; 1 кг |
750г/м2 - для соединения ткань-ткань 500г/м2 - для соединения резина-резина |
525 1043 |
Отвердитель UT-R 20; 40 г. |
|
532 7025 |
Стыковочная полоса с CN слоем (100мм х 10 000 мм) |
Две длины стыка (с рабочей и нерабочей стороны) |
595 9022 |
Очистительная жидкость; 0,8 л. |
0,8 литра на 1 м2 |
Ориентировочное количество клея ТИП ТОП SC-2000, необходимое для стыковки лент из ткани ТК-200, рассчитанное по теоретическим нормам расхода.
Ширина ленты, мм |
Кол-во прокладок |
Общая длина стыка, не менее, мм |
Ориентировочный расход клея на 1 стык, кг |
800 |
4 |
750 |
2,0 |
1000 |
5 |
1000 |
3,5 |
1200 |
5 |
1000 |
4,0 |
1400 |
5 |
1000 |
4,9 |
1600 |
5 |
1000 |
5,6 |
ПОДГОТОВКА К СТЫКОВКЕ
Необходимые мероприятия и условия работы по стыковке конвейерной ленты выполняемые заказчиком.
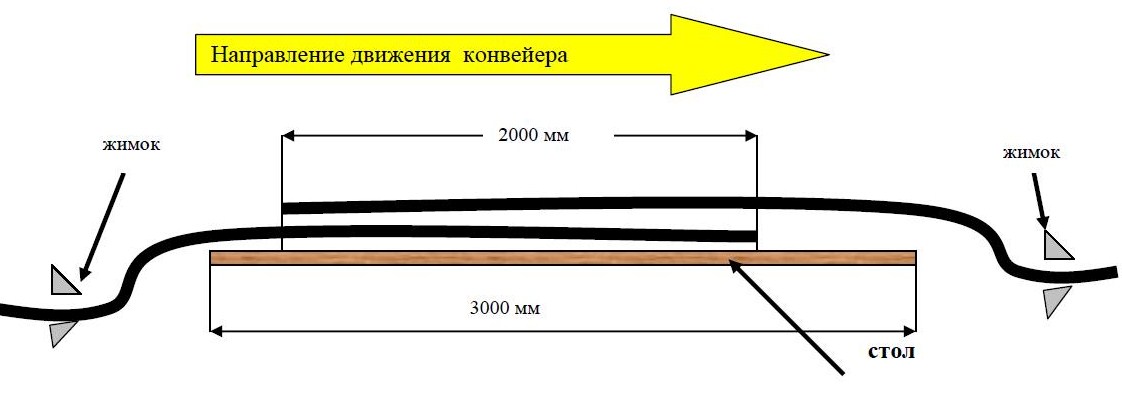
Для ускорения проведения работы и снижении цены, до начала работ место проведения склейки должно быть оборудовано:
- установлен рабочий стол площадью мин. 3000х1500 мм. (см. схему) - подано питание 220 V / 50 Hĝ - при плохой видимости проведены дополнительные средства освещения - при температуре ниже +10 °C- предусмотрено отопление места проведения работ - при возможности попадания на место работы осадков или пыли, предусмотреть способ защиты. - Лента должна быть натянута и закреплена с двух сторон (см. схему). - Остальное оборудование должно быть обесточено и поставлено на стопорах. - Мешающие роликоопоры демонтированы
При невозможности выполнения данных требований заказчик должен заранее оповестить подрядчика.
Работы по оборудованию места склейки силами подрядчика оплачиваются отдельно.
Заказчик должен заранее оповестить подрядчика о дате проведения работ.
При срочном выполнении работ, работ в ночное время или выходные дни стоимость проведения работ по К=2
Стоимость работ может меняться в зависимости от дальности места проведения, количества кордов, задержек по вине заказчика и сложности стыка.