

ВЫБОР НАПРАВЛЕНИЯ СТЫКОВКИ
Соединение направлено против хода движения ленты Этот метод рекомендуется в большинстве случаев, потому что стык хорошо работает даже в случае агрессивных скребков.
Соединение направлено по ходу движения ленты Альтернативный метод для сильно натянутых лент с небольшим диаметром барабанов.
В случае эксплуатации конвейера в реверсивном режиме направление стыковки выбирается произвольно.
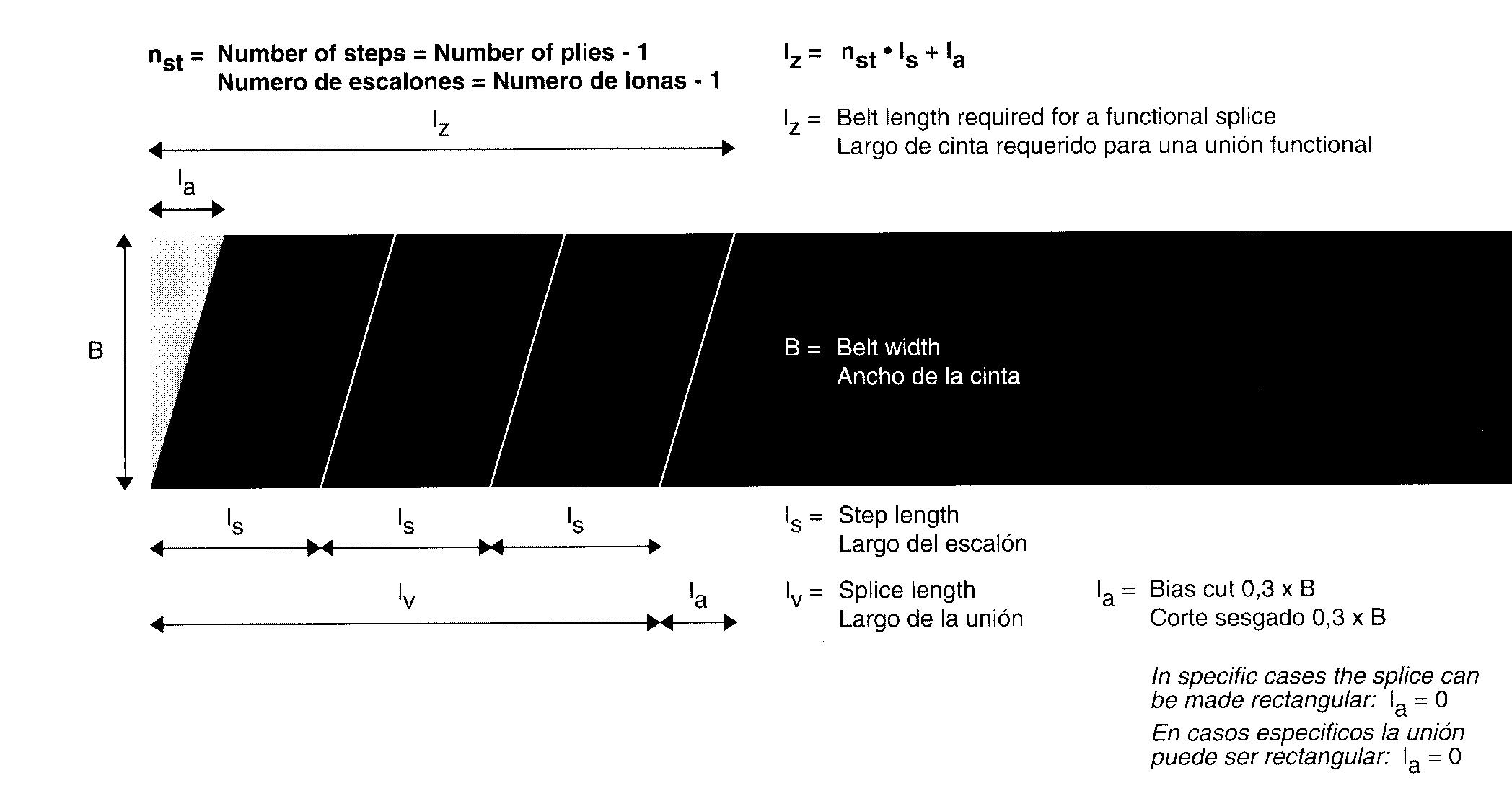
nst = количество ступеней = количество прокладок - 1 lz = nst*ls + la lz = общая длина ленты, необходимая для стыковки ls = длина ступени, lv = длина стыковки, la = ширина скоса 0,3 х В
Выбор длины ступеней
Тип ленты (разрывное усилие/количество прокладок) |
Длина ступеней ls в мм |
Длина стыка lv в мм |
Количество ступеней |
315/2 400/3 500/3 |
150 200 200 |
300 400 400 |
2 2 |
630/4 |
200 |
600 |
3 |
800/4 |
250 |
750 |
3 |
1000/5 |
250 |
1000 |
4 |
1250/5 1600/5 2000/5 2500/5 3150/5 |
250 300 300 350 350 |
1000 1200 1200 1400 1400 |
4 4 4 4 4 |
Выделена лента из ткани ТК-200 на 4 и 5 прокладок.
Теоретические нормы расхода материалов
Артикул |
Наименование |
Ориентировочный расход |
525 2028 Х |
Клей цемент SC-2000; 1 кг |
750г/м2 - для соединения ткань-ткань 500г/м2 - для соединения резина-резина |
525 1043 Х |
Отвердитель UT-R 20; 40 г. |
|
532 7025 |
Стыковочная полоса с CN слоем (100мм х 10 000 мм) |
Две длины стыка (с рабочей и нерабочей стороны) |
595 9022 |
Очистительная жидкость; 0,8 л. |
0,8 литра на 1 м2 |
Ориентировочное количество клея ТИП ТОП SC-2000, необходимое для стыковки лент из ткани рассчитанное по теоретическим нормам расхода.
Ширина ленты, мм |
Кол-во прокладок |
Общая длина стыка, не менее, мм |
Ориентировочный расход клея на 1 стык, кг |
800 |
4 |
750 |
2,0 |
1000 |
5 |
1000 |
3,5 |
1200 |
5 |
1000 |
4,0 |
1400 |
5 |
1000 |
4,9 |
1600 |
5 |
1000 |
5,6 |
Стыковка многослойных конвейерных лент.


Стыковка тканеВых конвейерных лент способом холодной вулканизации.
Общие указания:
1. Материалы и клей хранить в сухом, прохладном месте. (Оптимальная температура 15°C± 5 °C) 2. Температура груза, транспортируемого на резиновых лентах не должна превышать на длительный промежуток времени - 80 °C, а на лентах PVC-60 °C 3. Покрытие стыковых зазоров обязательно ставить немного ниже уровня поверхности ленты, чтобы исключить повреждения стыковки скребком. 4. Влажную ткань следует просушить до нижнего слоя инфракрасным сушильным колпаком "TIP-TOP".
5. Остатки химикатов
а) водорастворимые (такие как калий, соль, сахар, удобрение и т.д.) перед шероховкой несколько раз смыть водой или соскрести ножом; б) при загрязнении маслом или жиром использовать очистительное средство "TIP-TOP", затем обязательно просушить влажную ткань (см. пункт 4).
6. При шероховании обкладки ленты и ткани остерегаться образования глянцевых мест и прожогов, а потому не употреблять шлифовальный круг, можно пользоваться вращающейся круглой проволочной щеткой, двигая ее небольшим нажим возвратно-поступательными движениями. Пыль от шерохования тщательно удалить сухой щеткой. 7. Нанесение клея:
а) В качестве смазки (клея) при стыковке и покрытии стыковых зазоров резиновых конвейерных лент применять только Чёрный SC 2000 фирмы "TIP-TOP" с добавкой 10% отвердителя. Смесь SC 2000 с отвердителем использовать в течение 2-х часов; б) В качестве смазки (клея) при стыковке и покрытии стыковых зазоров конвейерных лент PVC применять только Пластик-Цемент "TIP-TOP" с добавкой 10% отвердителя. Смесь Пластик-Цемент с отвердителем использовать в течение 7-и часов.
8. Смесь цемента с отвердителем нанести кистью с короткой щетиной, сильно втирая ее, чтобы смесь глубоко проникла в ткань и образовалась плотная пленка клея. На ступени ткани требуются минимум два слоя смазки, а на резину или PVC и на материалы "TIP-TOP" - по одному слою. Все нанесенные слои предохранить навесом от влияния воздействий окружающей среды, как, например, от сильных солнечных лучей или от дождя.
9. Время сушки нанесенных слоев смазки:
а) Для резиновых лент время сушки зависит от влажности воздуха, температуры окружающей среды и качества ткани. Первый слой, нанесенный на оголенную ткань ремонтируемого места, следует просушить полностью, чтобы тыльная сторона пальца абсолютно не прилипала. Второй слоя на ткань или слои клея на обкладку ленты и на ремонтные материалы должны быть настолько просушены, что при наложении ремонтного материала было еще ощущение легкой клейкости на тыльной стороне пальца. Одновременная сушка нанесенных слоев достигается тем, что связывающие слои ремонтного материала смазываются лишь незадолго до подсушивания второй смазки ремонтируемого места; б) Время сушки нанесенных слоев для ленты PVC составляет: на PVC и ремонтные материалы "TIP-TOP" - 15-20 минут, а на ткань - 30-40 минут для каждого нанесенного слоя.
10. Резиновые полосы для стыковых зазоров, клеящийся слой которых из-за неправильного хранения пересох, загрязнен или стал влажным, нужно обработать при помощи восстанавливающего состава для CN слоя (арт. №525 072, 75, 76). Влажные клеящиеся слои рекомендуется предварительно просушить инфракрасным -сушильным колпаком или протереть чистой тряпкой. Освеженные клеящиеся слои просушить. 11. Прокатка (Прикатка) роликом: Полосы для стыковых зазоров сначала слегка прикатать широким роликом с середины к краям для того, чтобы вставленная полоса для стыковых зазоров не растягивалась, затем узким роликом прикатать с середины к краям, по возможности сильнее. При стыковке нельзя обойтись без прикаточного прибора двухстороннего действия "TIP-TOP" (давлением 70-80кгс/см2). Вначале прикатывание происходит при слабом зажиме по всей поверхности стыка, а затем на максимальном.