

Практичне заняття та варіанти завдань №4
РОЗРАХУНОК РОЗГОРТОК ЗІГНУТИХ ДЕТАЛЕЙ
1. Теоретична частина
Н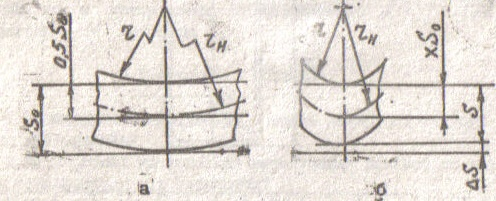 айбільш
розповсюджені два типи зігнутих деталей.
До першого належать циліндричні та
конічні оболонки. Радіус їх кривизни
складає близько кількох десятків товщин
матеріалу, що виправдовує спрощене
тлумачення напружено-деформованого
стану. Зокрема, за межу зон стиснення
та розтягу приймають серединну поверхню,
вона вважається нейтральною, тобто
недеформованою. Товщина матеріалу після
згинання S дорівнює вихідній So. Нейтральний
радіус rн=r+0,5.So
(див.
рис. 1, а).
айбільш
розповсюджені два типи зігнутих деталей.
До першого належать циліндричні та
конічні оболонки. Радіус їх кривизни
складає близько кількох десятків товщин
матеріалу, що виправдовує спрощене
тлумачення напружено-деформованого
стану. Зокрема, за межу зон стиснення
та розтягу приймають серединну поверхню,
вона вважається нейтральною, тобто
недеформованою. Товщина матеріалу після
згинання S дорівнює вихідній So. Нейтральний
радіус rн=r+0,5.So
(див.
рис. 1, а).
а – на малий радіус; б – на великий радіус
Рис. 1. Розміщення нейтральної поверхні при згинанні листа:
Деталі другого типу – листові профілі, кронштейни та інші – мають плоскі та зігнуті ділянки, для останніх характерні малі відношення r/S (близько 1). При згинанні на малий радіус нейтральна поверхня зміщується від середини листа у напрямку краю стиснення rн=r+х.So (рис. 1, б), де х<0,5, має місто стоншення матеріалу: S=k.So
k<1. Значення коефіцієнтів x і k, установленні експериментально, наведені в табл. 1.
Таблиця 1.
Коефіцієнти x і k для згинання на 900 (сталь 10 – 20)
Відносний
радіус згинання,
|
0,10
|
0,25 |
0,50 |
1,00 |
2,00 |
3,00 |
4,00 |
Коефіцієнт стоншення, k
|
0,820 |
0,870 |
0,920 |
0,960 |
0,985 |
0,992 |
0,995 |
Відстань до нейтральної поверхні |
0,32 |
0,350 |
0,380 |
0,420 |
0,455 |
0,47 |
0,475 |
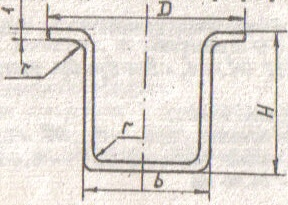
Заготовки зігнутих деталей називають розгортками, тому що вони мають розміри розгорнутої нейтральної поверхні. Після згинання, як правило, не передбачається обрізання припусків, тому розгортка повинна бути настільки точно розрахована настільки точно, щоб розміри зігнутої заготовки уляглися в допуски на розміри деталі. У розрахунках деталей першого типу – оболонок – використовують формули елементарної математики ,які належать до розгорток циліндричних та конічних поверхонь. Що стосується деталей другого типу, то тут, передусім треба вияснити, які ділянки схильні до стоншення. Довжина розгортки L перерізу профілю, зображеного на рис. 2. залежить від засобу його виготовлення. Якщо плоскі ділянки не піддавалися деформації, то
![]() (1)
(1)
де
![]() – значення кутів згинання в радіанах;
– значення кутів згинання в радіанах;
 – довжина
прямих ділянок перерізу деталі.
– довжина
прямих ділянок перерізу деталі.
Рис. 2. Переріз листового профілю типу «подвоєний зет»
Формула
(1) застосовується в тих випадках, коли
матеріал, огинаючи кромку згинаючого
інструменту, як би намотується на неї.
На рис. 3 подана схема згинання, за якою
матеріал намотується на кромки пуансона.
Проте цього не можна сказати про кромки
матриці , по них матеріал протягається,
піддаючись згинанню і наступному
спрямленню. Із спрямленого матеріалу
складаються стінки профілю, паралельні
осі симетрії, тому на довжині
![]() i
i
![]() (див. рис. 2) має місто стоншення , що слід
брати до уваги при розрахунку.
(див. рис. 2) має місто стоншення , що слід
брати до уваги при розрахунку.
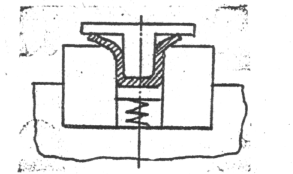
Рис. 3. Згинаючий штамп зі східчастим пуансона
Вивід
формули стоншення заснований на такій
підставі: площа перерізу заготовки,
що дорівнює у вихідному становищі
![]() ,
не змінюється при згинанні, тому що
деформації матеріалу уздовж профілю
відсутні.
,
не змінюється при згинанні, тому що
деформації матеріалу уздовж профілю
відсутні.
Це
положення стосується і зігнутої частини
заготовки, котра зображена на рис. 4.
Отже,
![]() ,
оскільки
,
оскільки
![]() по визначенню нейтральної поверхні.
по визначенню нейтральної поверхні.
Розкривши дужки, отримуємо квадратне рівняння, корінь якого
![]() .
.
Стоншенням звемо ΔS = So – S. У штампі (рис. 3) стінки профілю, паралельні осі симетрії, одержують подвійне стоншення – при згинанні і спрямленні матеріалу, у підсумку
![]() .
(2)
.
(2)
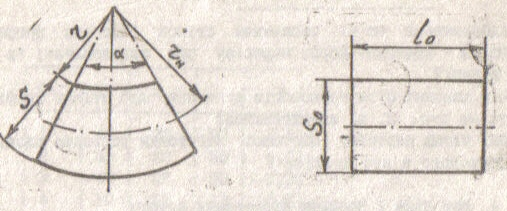
Рис. 4. Зігнута частина заготовки та її розміри до згинання
Таким
чином, довжина розгортки
,
підрахована за формулою 1, повинна бути
зменшена, якщо згинання проводиться за
схемою, зображеною на рис. 3. З урахуванням
позначень поправка дорівнюватиме
![]() .
.
2. Приклад розрахунку
Довжини прямих ділянок деталі, показано на рис. 2:
![]() ;
;
![]() .
.
Радіуси
всіх округлених ділянок
![]() ,
товщина листа
,
товщина листа
![]() .
Усі розміри дані в міліметрах.
.
Усі розміри дані в міліметрах.
За
формулою (1):
![]() мм, де
мм, де
![]() = 1.76 мм (див. табл.1). Стоншення при згинанні,
див. (2), ΔS = 0,32 мм. Поправка на довжину
розгортки ΔL = 6,4 мм. Маємо L = 84,65 мм.
= 1.76 мм (див. табл.1). Стоншення при згинанні,
див. (2), ΔS = 0,32 мм. Поправка на довжину
розгортки ΔL = 6,4 мм. Маємо L = 84,65 мм.
Контрольні питання
1. Відбувається чи ні стоншення стінок листових профілів кутових та П – подібної форми перерізу при виготовленні їх вгинанням у штампі ?
2. Якою повинна бути технологія згинання, щоб стінки профілю, наведеного на рис. 2, не зміщувались ?
3. Чому площа перерізу листової заготовки дорівнює площі перерізу одержаного з неї профілю ?
4. Методика і порядок проведення роботи.
Розрахувати розмір заготовки перерізу деталі вихідних розмірів:
а – без обліку стоншення матеріалу;
б – з обліком стоншення матеріалу зігнутих ділянок;
в – з обліком стоншення матеріалу зігнутих ділянок і стінок, паралельних осі перерізу.
5. Оформлення роботи.
Звіт про проведення роботи повинен містити постановку завдання та стислий виклад методики розрахунку.
Ескізи та розрахунки повинні бути дані чітко, з пояснювальними коментарями.
У звіті подаються відповіді на контрольні запитання.
6. Рекомендована література
1. Романовский В.П. Справ очник по холодной штамповке, - М.: Л.: Машиностроение, 1979. – 520 с.
ДАНІ ДЛЯ ВИКОНАННЯ РОЗРАХУНКІВ
№ |
D |
b |
H |
r |
1 |
40 |
22 |
50 |
0,5 |
2 |
40 |
22 |
50 |
1,0 |
3 |
40 |
22 |
50 |
2,0 |
4 |
40 |
22 |
40 |
0,5 |
5 |
40 |
22 |
40 |
1,0 |
6 |
40 |
22 |
40 |
2,0 |
7 |
40 |
22 |
30 |
0,5 |
8 |
40 |
22 |
30 |
1,0 |
9 |
50 |
30 |
30 |
2,0 |
10 |
50 |
30 |
50 |
0,5 |
11 |
50 |
30 |
50 |
1,0 |
12 |
50 |
30 |
50 |
2,0 |
13 |
50 |
30 |
40 |
0,5 |
14 |
50 |
30 |
40 |
1,0 |
15 |
50 |
30 |
40 |
2,0 |
16 |
60 |
38 |
60 |
0,5 |
17 |
60 |
38 |
60 |
1,0 |
18 |
60 |
38 |
60 |
2,0 |
19 |
60 |
38 |
50 |
0,5 |
20 |
60 |
38 |
50 |
1,0 |
21 |
60 |
38 |
50 |
2,0 |
22 |
60 |
38 |
40 |
0,5 |
23 |
60 |
38 |
40 |
1,0 |
24 |
60 |
38 |
40 |
2,0 |