

Приклад розрахунків для визначення технологічних параметрів витяжки Коефіцієнти витягування циліндричних деталей без фланця
( матеріал - сталь 08,10, латунь)
Коефіцієнти витягування |
Відносна
товщина заготовки
|
|||||
2,0 - ,5 |
1,5 - 1,0 |
1,0 - 0,6 |
0,6 - 0,3 |
0,3 - 0,15 |
0,15 - 0,08 |
|
|
0,48 - 0,50 |
0,50 - 0,53 |
0,53 - 0,55 |
0,55 - 0,58 |
0,58 - 0,60 |
0,6 - 0,63 |
|
0,73 - 0,75 |
0,75 - 0,76 |
0,76 - 0,78 |
0,78 - 0,79 |
0,79 - 0,8 |
0,8 - 0,82 |
|
0,76 - 0,78 |
0,78 - 0,79 |
0,79 - 0,8 |
0,8 - 0,81 |
0,81 - 0,82 |
0,82 - 0,84 |
|
0,78 - 0,80 |
0,80 - 0,81 |
0,8 1 - 0,82 |
0,82 - 0,83 |
0,83 - 0,85 |
0,85 - 0,86 |
|
0,80 - 0,82 |
0,83 - 0,84 |
0,84 - 0,85 |
0,85 - 0,0,86 |
0,86 - 0,87 |
0,87 - 0,88 |
Приклад:
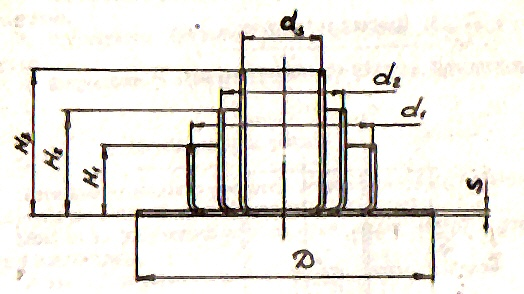
Розрахувати діаметр заготівки і визначити
параметри витяжки без стоншування для
деталі типу «стакан» (мал. 11). Матеріал
– Ст.20,
![]() Мпа, Мпа .
Мпа, Мпа .
Рішення:
Для визначення параметрів витяжки використані довідкові дані, приведені в [1].
1. Романовский В.П. Довідник по холодному штампуванню. – Л.: Машинобудування, 1979. – 190 з., мул.
Визначення припуска на обрізання торця згідно довідковим даним.
Для цього необхідно визначити відносну висоту деталі:
![]() .
.
Обчисленому значенню
відносної висоти відповідає припуск
на обрізання торця
![]() мм [1].
мм [1].
Визначення діаметра заготівки згідно виразу (2):
Так, як товщина матеріалу S < 2 мм, розрахунок ведеться за зовнішніми розмірами:
![]() 304
мм
304
мм

Рис. 1 Деталь типу «стакан»
Перша операція витяжки деталі повинна виконуватися з використовуванням в конструкції витяжного штампу притиску, оскільки не виконується нерівність - :
304 –100 > 221![]() ;
204 > 22.
;
204 > 22.
З довідкових даних [1] визначаються значення граничних коефіцієнтів витяжки по операціях для витяжки деталей без стоншування і без фланця для заданого матеріалу.
Післяопераційні значення граничних коефіцієнтів витяжки [1] приведені залежно від марки матеріалу, його відносної товщини і радіусу округляє витяжного пуансона .
Відносна товщина заготівки:
![]()
![]() .
.
В довіднику [1] для радіусу
округляє у дна деталі (радіусу округляє
витяжної кромки пуансона) приведені
наступні значення гранично допустимих![]() коефіцієнтів витяжки по операціях:
коефіцієнтів витяжки по операціях:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
5) Визначення необхідної кількості операцій витяжки (діаметрів напівфабрикатів по операціях витяжки). Враховуючи, що кожна операція витяжки проводиться в окремому штампі, то при цьому визначається і потреба в кількості штампів для виготовлення деталі.
З
виразу
![]() виходить:
виходить:
![]() мм ;
мм ;
![]() мм
;
мм
;
![]() мм
;
мм
;
![]() мм
.
мм
.
Одержані результати розрахунку дозволяють зробити висновок, що для виготовлення даної деталі необхідні чотири штампи. На останній операції розрахунковий діаметр деталі складає 90 мм, а креслярське значення – 100 мм Якщо, згідно розрахунку можна за чотири операції витяжки одержати діаметр деталі 90 мм, то це гарантує і отримання деталі діаметром і 100 мм, при даних граничних значеннях коефіцієнтів витяжки.
Проте, остання операція необгрунтовано переобтяжена, з погляду пластичної деформації, а перші операції витяжки гранично навантажені. Тому, необхідно не зменшуючи довідкових значень граничних коефіцієнтів витяжки перерозподілити деформацію по чотирьох операціях витяжки. Нові значення коефіцієнтів витяжки в даному випадку будуть наступні:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Визначимо діаметри напівфабрикатів по операціях витяжки при нових значеннях коефіцієнтів витяжки:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм
мм
Визначення висоти напівфабрикатів по операціях витяжки.
Висоти напівфабрикатів по операціях визначається згідно виразу (8) або приблизно з - (9).
, тоді
![]() мм,
мм,
![]() мм
мм
![]() мм,
мм,
![]() мм
мм
Визначення по операціях потрібного зусилля витяжки і зусилля притиску. Визначення зусилля витяжки дозволяє вибрати пресове устаткування. Зусилля витяжки визначається згідно (10):
![]() ,
тоді
,
тоді
![]() Мн = 165 Кн
Мн = 165 Кн
![]() Мн = 52 Кн
Мн = 52 Кн
![]() Мн
= 34 Кн
Мн
= 34 Кн
![]() Мн
= 20 Кн.
Мн
= 20 Кн.
Зусилля притиску, при необхідності визначається згідно виразу (11), умова необхідності використовування притиску при витяжці приведена в (11):
для першої операції витяжки ;
для подальших операцій
![]() :
:
, тоді
![]() Мн = 40,3 Кн
Мн = 40,3 Кн
![]() Мн = 7,3 Кн
Мн = 7,3 Кн
![]() Мн
= 1,7 Кн.
Мн
= 1,7 Кн.
Четверта операція витяжки виконується без притиску заготівки, оскільки не виконується умова необхідності вживання притиску.
Всі операції витяжки проводяться із застосуванням мастила. Після виконання
кожній операції витяжки необхідно передбачити операції миття заготівок і їх термічну обробку для зняття зміцнення.