

Тема 7 Основные тенденции и закономерности развития организации производства на предприятиях отрасли
Тема 8. Оценка и анализ уровня организации производства
Рисунок 1 – Система показателей организационного аудита
Тема 9. Содержание и порядок проектирования организации основных производств на предприятиях химической промышленности
Таблица 1 - Классификация поточных линий
№ п/п |
Признак |
Характеристика |
1 |
Степень механизации технологических операций |
1.1. Механизированные 1.2. Комплексно-механизированные 1.3. Полуавтоматические 1.4. Автоматические 1.5. Гибкие интегрированные |
2 |
Количество типов одновременно обрабатываемых и собираемых изделий |
2.1. Однономенклатурные (обработка изделия одного наименования) 2.2. Многономенклатурные (обработка изделий нескольких наименований одновременно или последовательно) |
3 |
Характер движения изделий по операциям производственного процесса |
3.1. Непрерывно-поточные (все операции синхронизированы во времени, т.е. равны или кратны такту линий) 3.2. Прерывно-поточные (перерывы в ходе производственного процесса и невозможность синхронизировать технологические операции во времени) |
4 |
Характер работы конвейера |
4.1. С рабочим конвейером, когда операции выполняются без снятия изделия с конвейера 4.2. С распределительным конвейером, когда конвейер осуществляет доставку изделия на рабочее место, а операция выполняется со снятием изделия с конвейера 4.3. С непрерывно движущимся конвейером 4.4. С пульсирующим конвейером |
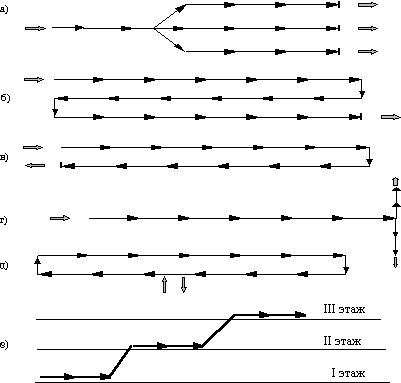
Рисунок 1 - Схемы движения изделий по поточным линиям: а — разветвляющаяся; б — зигзагообразная; в — П-образная; г — Т-образная; д — замкнутая; е — многоуровневая.
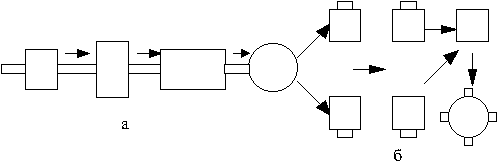
Рисунок 2 - . Движение изделия по поточной линии при расположении оборудования: а — одностороннем; б — двухстороннем
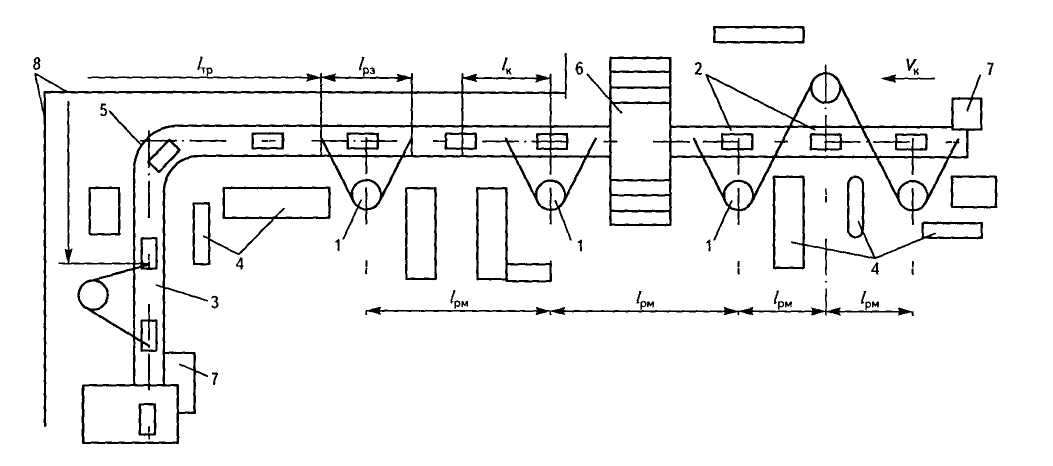
Рисунок 3 - Схема планировки конвейерной линии:
1 - рабочие; 2 - изделия; 3 - лента конвейера; 4 - предметы оснащения рабочих мест; 5 - поворотная секция конвейера; 6 - пешеходный мостик над лентой; 7 - приводные механизмы конвейера; 8 - стена цеха
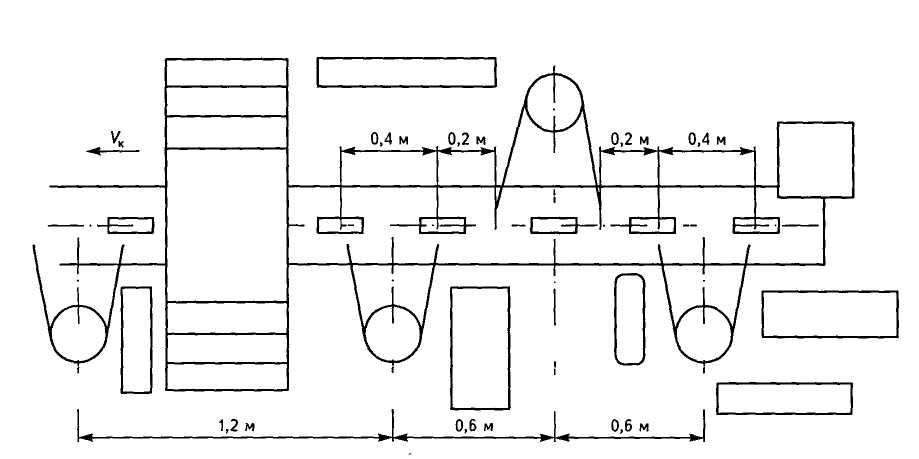
Рис. 2
Рисунок 4 - Фрагмент схемы конвейерной линии: планировка линии показана на рис.3;
шаг конвейера уменьшен до 0,4 м, шаг рабочих мест не изменился
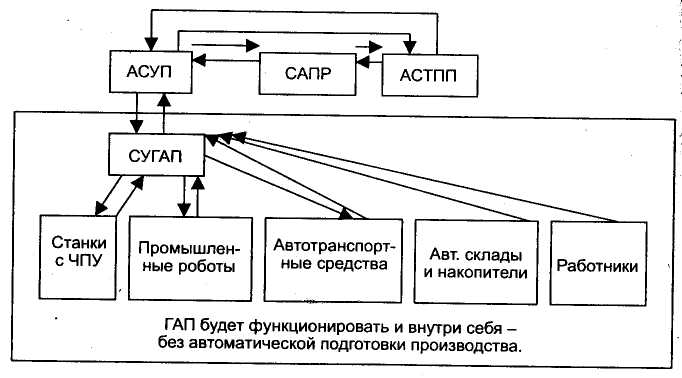
Рисунок 5.- Схема управления ГАП
Таблица 2.- Ориентировочные данные для создания ГПС
Наименование оборудования |
Тип производства |
Номенклатура |
Партион-ность |
Частота переналадки |
Коэфф исп-я оборудования д дования |
Коэффициент сменности |
Универс альные станки |
Единичный Кзо.>40 |
>300 |
<30 |
любая |
0,4 |
1,4 |
Станки с ЧПУ ' |
Мелкосерийный Кзо= 22-40 |
20-300 |
30-100 |
1 раз вдень |
0,6 |
1,7 |
Многоцелевые станки, ГПМ |
Серийный Кзо=11-21 |
10-100 |
50-300 |
1 раз в 3 дня |
0,7 |
1,9 |
ГАЛ, ГАУ, ГАЦ |
Крупносерийный Кзо=2-10 |
2-300 |
300-3000 |
1 раз в 5 дней |
0,8 |
2,5 |
Автоматическая линия |
Массовый Кзо = 1 |
2-30 |
›1ОООО |
Без пере--наладки |
0,9 |
2 |
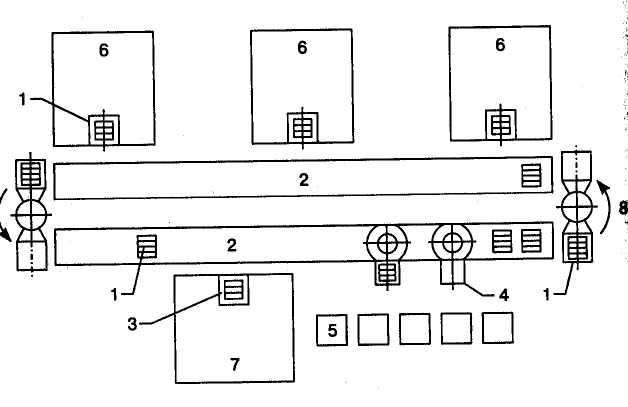
Рисунок 6 - Компоновка ГПС обработки корпусных деталей:
1 — палета с изделиями; 2 — привод; 3 — позиция выгрузки; 4 — позиция загрузки; 5 — зона хранения заготовок; 6 — многоцелевые станки КТМ-560; 7 — многоцелевой станок КТМ-760; 8 — поворотный стол