

Федеральное агентство по образованию
__________________________________________________
Санкт-Петербургский государственный
электротехнический университет «ЛЭТИ»
______________________________________________________________________________
Проектирование электросварочных установок
Методические указания
к лабораторным работам
Санкт-Петербург
Издательство СПбГЭТУ «ЛЭТИ»
2008
УДК 621.314.58
Проектирование электросварочных установок: Методические указания к лабораторным работам / Сост.: П. А. Кошелев,
С. В. Парамонов, СПб.: Изд-во СПбГЭТУ «ЛЭТИ», 2008. 30 с.
Рассмотрены основные электрические схемы электросварочных установок, а также анализ и проектирование их элементов, с использованием современных программных средств.
Приведены описания лабораторных работ и методики их выполнения.
Предназначены для магистров по направлению 551300 «Электротехника, электромеханика, электротехнология», специализация 551313 «Электротермические процессы и установки с системами питания и управления».
Могут представлять интерес для специалистов, обучающихся или работающих в соответствующей области техники.
Утверждено
редакционно-издательским советом университета
в качестве методических указаний
СПбГЭТУ “ ЛЭТИ”, 2008
Введение
Разнообразие электротехнологических процессов, постоянное повышение требований к их качеству и производительности приводит к необходимости разработки новых и модернизации существующих установок.
Основным элементом электрооборудования всякой электротехнологической установки (ЭТУ) является источник питания (ИП).
Главные его функции: преобразование электроэнергии, потребляемой от сети к виду, приемлемому для конкретной технологии, а также управление энергией на стадиях процесса
Кроме общих требований, которым должен удовлетворять любой преобразователь: высокие КПД и коэффициент мощности, надежность, безопасность, требования эргономики, электромагнитная совместимость с другими потребителями, умеренная стоимость и т.п., во многих случаях важны параметры, характеризующие его управляемость.
К ним можно отнести: в статике - форму, стабильность и диапазон изменения внешних статических характеристик, в динамике - качество переходных процессов в системе питания.
Для многих электротехнологий, в частности, для механизированной сварки в среде защитного газа, необходимо высокое быстродействие регулирования электрических режимов нагрузки (тока, напряжения, мощности), иными словами, широкая полоса пропускания ИП как усилителя мощности сигнала, поступающего на управляющие входы по заданной программе или с выхода собственной системы автоматического регулирования (САР).
К таким технологиям относятся дуговая сварка, плазменная, лазерная, электрохимическая и другие. В ИП для этих технологий, как правило, применяют промежуточное звено повышенной частоты (ПЗПЧ).
Современный ИП электросварочной установки (ЭСУ) - это статический преобразователь (СП) с полупроводниковыми коммутирующими элементами (тиристорами или транзисторами). Они используются в силовой части основного преобразователя или в ПЗПЧ ИП.
Силовой блок ИП совместно с преобразовательным трансформатором определяет статические и динамические характеристики системы питания ЭСУ.
С точки зрения теории электрических цепей ИП в общем случае - сложная нелинейная нестационарная импульсно-непрерывная динамическая система.
Успешное его проектирование осуществимо с применением математических моделей.
Создание ИП, способного конкурировать на рынке, невозможно без оптимизации его технических характеристик, отдельных элементов, экономических показателей.
Это обстоятельство следует учитывать при выборе математических методов его описания, структуры модели и программных средств, в которых она будет реализована.
Лабораторная работа № 1
Исследование
устройства для механизированной дуговой
сварки в среде защитного газа (![]() )
в пакете SIMULINK
POWER
SYSTEMS
(SPS).
)
в пакете SIMULINK
POWER
SYSTEMS
(SPS).
Общие положения.
В данной работе в пакете SPS системы MATLAB исследуются сигналы преобразователя для механизированной сварки в среде защитных газов в различных технологических режимах, в том числе, в реальной последовательности стадий: холостой ход (ХХ), короткое замыкание (КЗ) электрода и изделия, номинальный сварочный ток, ряд капельных КЗ.
Структура модели содержит источник питания со звеном повышенной частоты, коммутаторы, имитирующие режимы сварки (рис. 1.1).
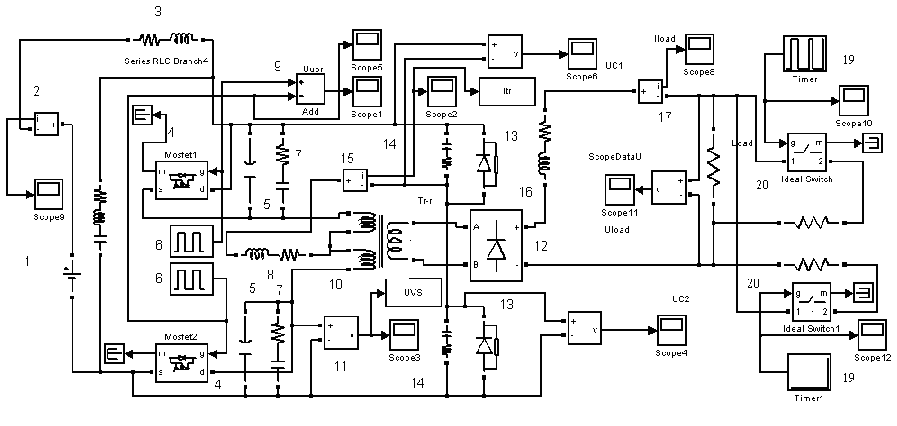
Рис.1.1
Позиции на этом рис.:
1 – источник постоянной ЭДС;
2 – измеритель потребляемого тока;
3 – паразитные параметры цепи питания постоянного тока;
4 – силовые ключи (транзисторы);
5, 7 – цепи защиты транзисторов от перенапряжений;
6 – генераторы управляющих импульсов;
8 – индуктивность резонансного контура инвертора;
9 – сумматор;
10 – силовой высокочастотный трансформатор;
11 – измеритель напряжения;
12 – выходной выпрямитель (диодный мост);
13 – диоды рекуперации;
14 - конденсаторы резонансного контура инвертора;
15 – измеритель тока 1 обмотки силового трансформатора;
16 – индуктивность сглаживающего фильтра тока нагрузки;
17 - измеритель тока нагрузки;
19 – таймеры, определяющие стадии сварки;
20 – переключатели активного сопротивления нагрузки в зависимости от стадии процесса.
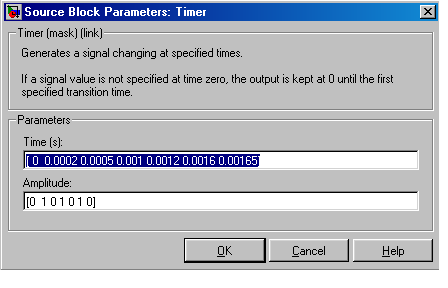
Рис. 1.2
При моделировании сигналов сначала сопротивление нагрузки велико (холостой ход), по истечении заданного временно́го интервала параллельно ему подключается сопротивление, соответствующее режиму КЗ, затем последнее отключается и одновременно подключается номинальное сопротивление сварочной цепи.
В дальнейшем сопротивление КЗ подключается периодически на промежутки времени, типичные для капельных КЗ. Настройки таймеров и переключателей показаны на рис.1.2, 1.3.
Для наглядного представления и дальнейшей обработки основных сигналов последние сохраняются в рабочей области workspace в формате структуры, включающей временны́е шаги и значения сигналов. Процедура сохранения выполняется либо путем настройки прибора наблюдения scope (рис.1.4), либо с помощью специального блока to workspace (рис.1.5). Результат приведен на рис.1.6, 1.7.
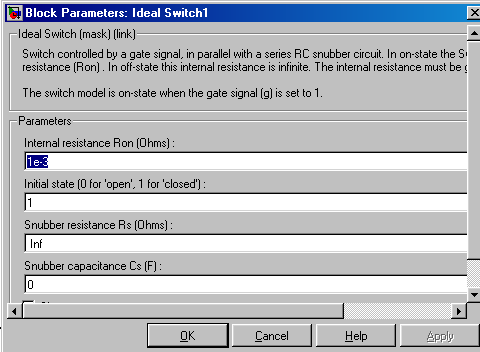
Рис. 1.3
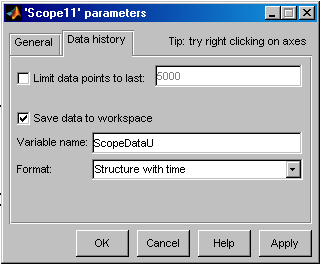
Рис. 1.4
Рис. 1.5
Последние 2 рис. иллюстрируют процесс механизированной сварки с капельными КЗ.
Временны́е интервалы: от 0 до 0,2 млс соответствует холостому ходу, от 0,2 до 0,5 млс – КЗ при первом касании электрода и изделия, от 0,5 до 1 млс – зажиганию дуги и установлению номинального сварочного тока, далее – капельное КЗ, номинальный режим и т. д.
1.2. Порядок выполнения работы
1.2.1. Создать модель преобразователя в соответствии с рис. 1.1 или загрузить файл в рабочее поле пакета SPS.
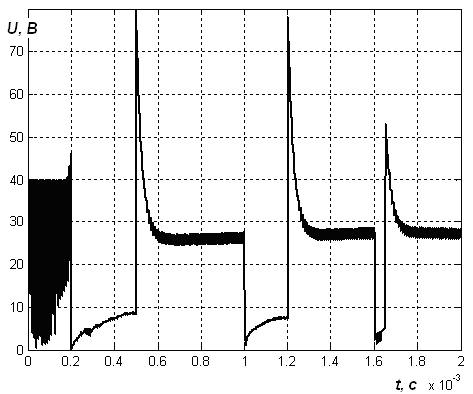
Рис. 1.6
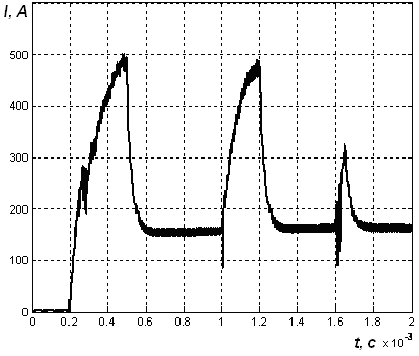
Рис. 1.7
1.2.2. Осуществить (проверить) настройки блоков, руководствуясь рис. 1.2,..1.5.
1.2.3. Выполнить моделирование.
1.2.4. Используя приборы наблюдения определить предельно допустимые параметры полупроводниковых компонентов (транзисторов и диодов), примененных в схеме.
1.3. Содержание отчета.
1.3.1. В отчете о работе следует привести распечатки основных сигналов с пояснениями.
1.3.2. Составить принципиальную электрическую схему преобразователя.
1.3.3. Пользуясь справочной литературой выбрать типы транзисторов и диодов.
1.4. Контрольные вопросы.
1.4.1. Принцип и область применения механизированной дуговой сварки в среде защитного газа.
1.4.2. Принцип действия и достоинства преобразователей со звеном повышенной частоты.