

2.5.2. Наружные протяжки
Наружное протягивание выполняется на вертикальных и горизонтальных протяжных станках.
Наружные протяжки в большинстве случаев выполняются сборными и состоят из корпуса и рабочей части. Корпус наружной протяжки определяется типом протяжного станка.
Типовая конструкция наружной протяжки, для вертикальных станков, показана на рис. 2.43,а. Для горизонтальных протяжных на рис. 2.43,б.
Рабочая часть наружных протяжек состоит из двух основных частей - режущей и калибрующей. Основные параметры этих частей (число зубьев, толщина среза, форма и размеры зубьев и т. д.) определяются так же, как и для внутренних протяжек.
Рабочая часть наружных протяжек в зависимости от формы и размеров протягиваемых поверхностей, а также условий изготовления протяжки состоит из одной или нескольких секций. Сложный профиль протягиваемой наружной поверхности разбивается на ряд более простых элементарных участков, для обработки которых рассчитываются и конструируются отдельные секции, входящие в комплект наружной протяжки.
Основные типы секций наружных протяжек приведены в табл. 2.3, 2.4.
|

Рис. 2.43. Типовые конструкции наружных протяжек: 1 - корпус, 2 - рабочая часть
Крепление секций наружных протяжек в корпусе производится винтами, клиньями, накладками, прихватами (рис. 2.44).
Точность положения режущего периметра зубьев каждой секции, входящей в комплект, обеспечивается высокой точностью изготовления размеров и формы секций.
Компенсация размера при переточках отдельных секций производятся в ряде случаев применением специальных средств для подрегулирования в виде тонких листовых подкладок и клиньев с углом наклона 1°30'-2°.
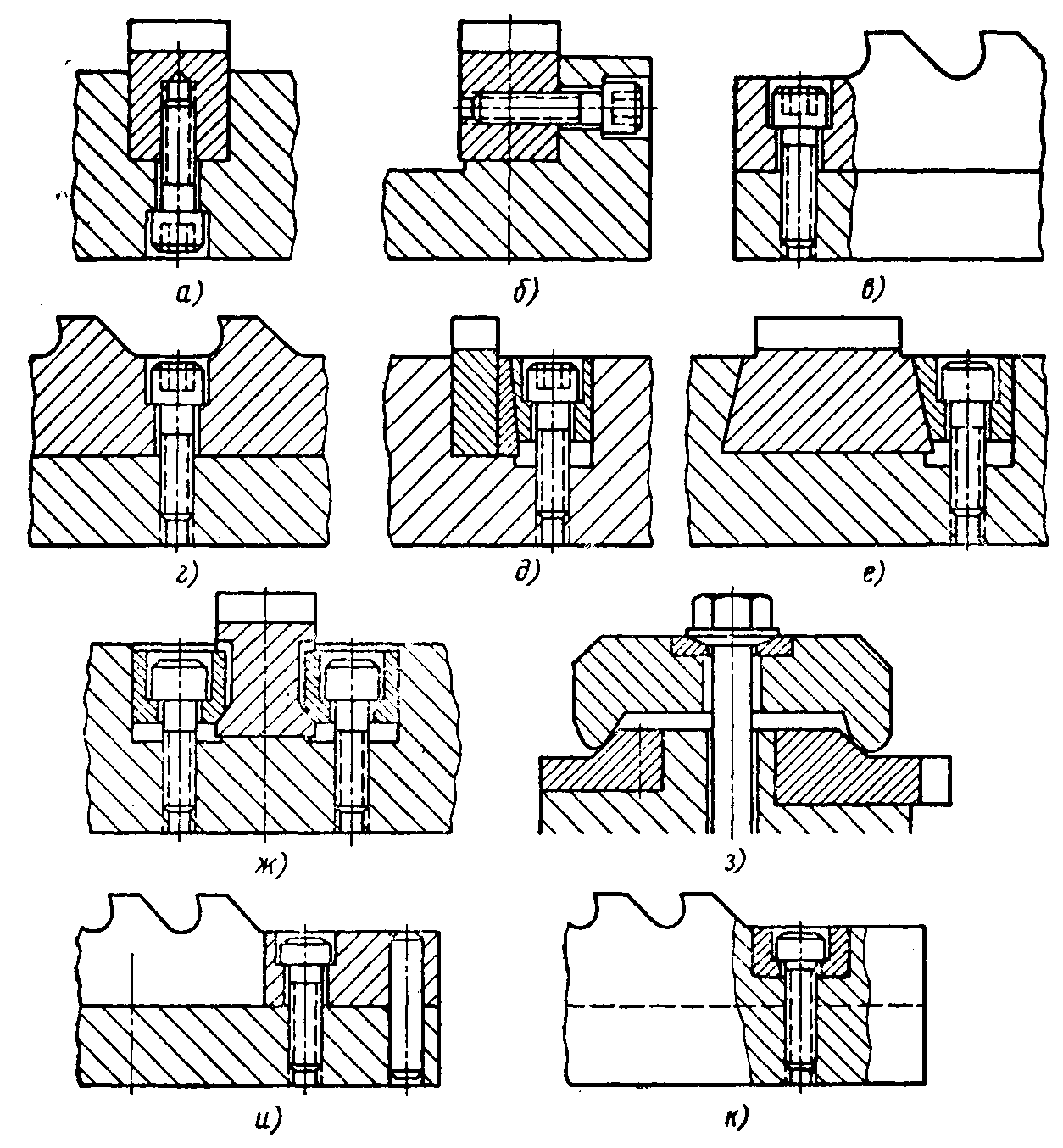
Рис. 2.44. Типовые конструкции элементов крепления секций наружных протяжек.
Крепление и фиксация корпуса наружных протяжек на инструментальной каретке вертикальных протяжных станков производится винтами и шпонками. Установка корпуса может быть произведена как непосредственно на инструментальной каретке, так и с использованием промежуточной плиты. Во втором случае конструкция корпуса значительно упрощается.
Таблица 2.3
Наименование типа и эскиз |
Характеристика и применение |
|
Плоские Профильная схема резания. Обработка элементарного участка фасонной поверхности в виде плоскости |
|
Пазовые Профильная схема резания - по дну паза и генераторная - по боковым сторонам. Обработка пазов |
|
Угловые Профильная схема резания. Обработка плоскостей, расположенных под углом |
|
Фасонные Генераторная схема резания. Обработка элементарного участка фасонной поверхности по дуге окружности радиусом до 20 мм |
|
Фасонные Профильная схема резания. Обработка элементарного участка фасонной поверхности по дуге окружности с радиусом свыше 20 мм |
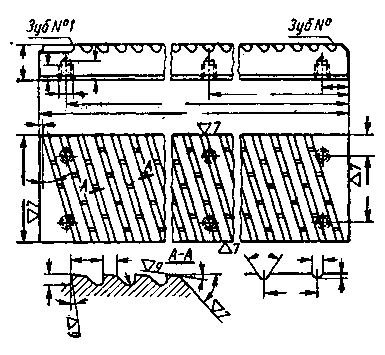
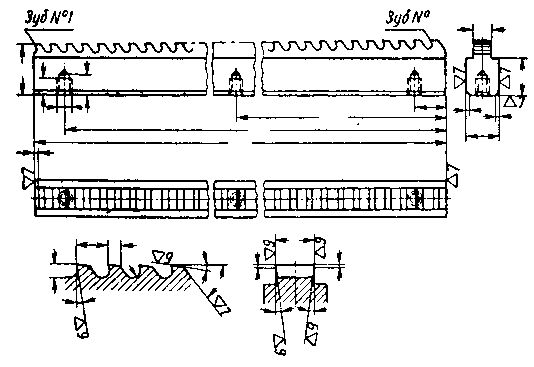
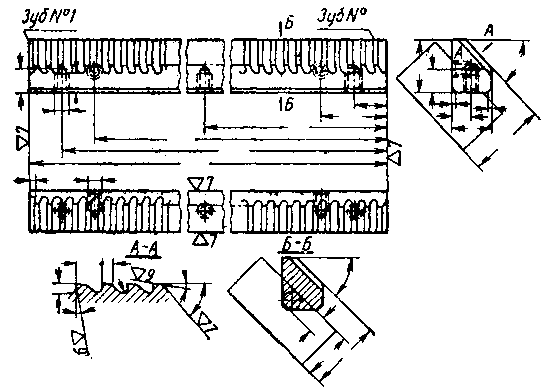
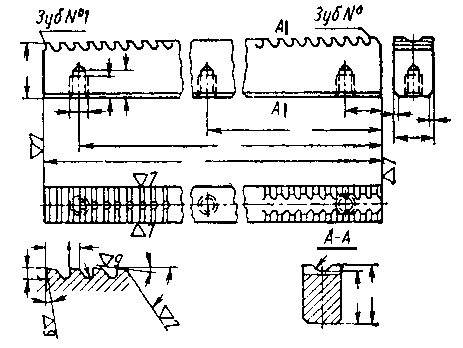
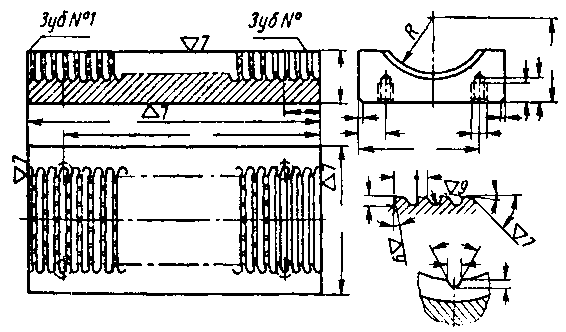
Таблица 2.4
Значения коэффициента Сv и показателей степени т и у в формуле скорости резания при протягивании
Обрабатываемый материал и применяемое охлаждение |
Твердость НВ |
Тип протяжки |
|||||||||||
Круглые |
Шлицевые |
Шпоночные |
|||||||||||
|
при а < 0,07 мм |
при а > 0,07 мм |
|||||||||||
Коэффициент Сv и показатели степени m и y |
|||||||||||||
Сv |
m |
y |
Сv |
m |
y |
Сv |
m |
y |
Сv |
m |
y |
||
Сталь углеродистая конструкционная. Охлаждение - сульфофрезол |
До 200 |
16,8 |
0,62 |
0,62 |
15,5 |
0,60 |
0,75 |
9,8 |
0,87 |
1,4 |
7,7 |
0,87 |
1,4 |
Св. 200 до 230 |
15,5 |
0,62 |
0,62 |
14,0 |
0,60 |
0,75 |
8,8 |
0,87 |
1,4 |
7,0 |
0,87 |
1,4 |
|
Св. 230 |
11,2 |
0,62 |
0,62 |
10,2 |
0,60 |
0,75 |
6,3 |
0,87 |
1,4 |
5,0 |
0,87 |
1,4 |
|
Сталь легированная конструкционная. Охлаждение - сульфофрезол |
До 200 |
15,5 |
0,62 |
0,62 |
14,0 |
0,60 |
0,75 |
8,8 |
0,87 |
1,4 |
7,0 |
0,87 |
1,4 |
Св. 200 до 230 |
11,2 |
0,62 |
0,62 |
10,2 |
0,60 |
0,75 |
6,3 |
0.87 |
1,4 |
5,0 |
0,87 |
1,4 |
|
Св. 230 |
9,8 |
0,77 |
0,80 |
7,7 |
0,50 |
0,6 |
4,8 |
0,87 |
1,4 |
3,8 |
0,87 |
1,4 |
|
Чугун серый. Без охлаждения |
До 200 |
14,0 |
0,5 |
0,6 |
17,5 |
0,5 |
0,6 |
6,2 |
0,6 |
0,95 |
6,2 |
0,6 |
0,95 |
Св. 200 |
11,5 |
0,5 |
0,6 |
14,7 |
0,5 |
0,6 |
5,1 |
0,6 |
0,95 |
5,1 |
0,6 |
0,95 |
|