

Практическое занятие №4 отклонение формы, расположения, суммарные отклонения. Шероховатость поверхности
4.1. Основные сведения
Предельные отклонения формы, расположения поверхностей и суммарные отклонения нормируются стандартами и назначаются при наличии особых требований, вытекающих из условий работы, изготовления либо измерения деталей. Значения отклонений выбираются в зависимости от заданной степени точности и номинального размера. Предусмотрено десять степеней точности. Выбранные отклонения наносятся на чертежах с использованием специальных условных знаков.
Стандартами предусматриваются следующие параметры шероховатости:
Ra - среднее арифметическое отклонение профиля;
Rz – высота неровностей профиля по 10 точкам;
Rmax – наибольшая высота неровностей профиля;
Sm – средний шаг неровностей;
S – средний шаг неровностей по вершинам;
tp – относительная опорная длина профиля.
Значения этих параметров определяются на участке поверхности в пределах базовой длины. Наиболее распространены параметры высоты неровностей Ra и Rz. Значения параметров шероховатости для параметра Ra указывают без символа, для остальных параметров – после соответствующего символа. Базовую длину в обозначении шероховатости поверхности не указывают, если определение параметра должно производиться в пределах базовой длины, соответствующей значению параметра.
4.2. Практические задания
4.2.1. По выданным преподавателем эскизам и чертежам деталей расшифровать условные обозначения предельных отклонений и расположения поверхностей.
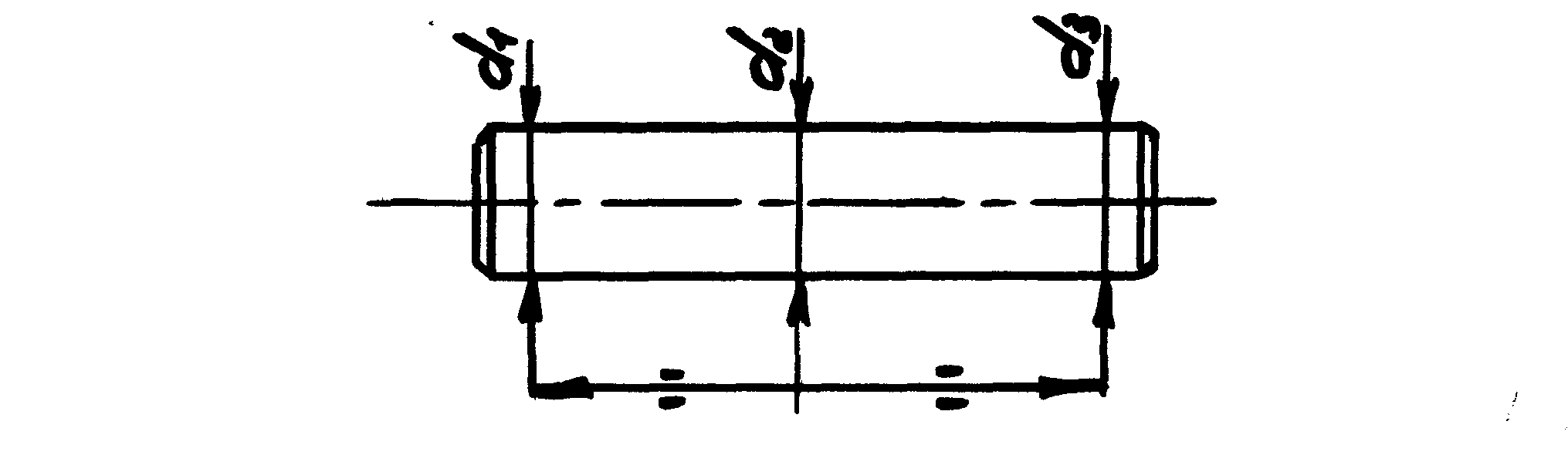
4.2.2. Микрометром измерены диаметры валов по краям и в середине. По результатам измерения определить величину отклонения профиля продольного сечения и нанести эти отклонения на эскиз детали. Установить вид отклонения.
|
|||||
Диаметр |
Вариант |
||||
1 |
2 |
3 |
4 |
5 |
|
d1, мм |
4,05 |
15,98 |
23 |
9,97 |
8,01 |
d2, мм |
4,10 |
16,02 |
22,93 |
9,93 |
8,04 |
d3, мм |
4,15 |
15,97 |
22,98 |
9,95 |
8,07 |
4.2.3. При измерении микрометром валов установлено, что детали имеют четко выраженную овальность. Определить значение отклонения от округлости и обозначить их на эскизе.
Диаметр |
Вариант |
||||
1 |
2 |
3 |
4 |
5 |
|
dmax, мм |
10,95 |
4,2 |
7,86 |
47,3 |
35,01 |
dmin, мм |
10,90 |
4,19 |
7,82 |
47,23 |
34,97 |
4.2.4. По выданным преподавателем эскизам и рабочим чертежам деталей расшифровать обозначение шероховатости.
4.2.5. Определить значение параметра Rz шероховатости поверхности по приведенным результатам обработки профилограмм с учетом коэффициента вертикального увеличения профилографа.
Расстояние от базовой линии до низших точек впадин и высших точек выступов, мм |
Вариант |
||||
1 |
2 |
3 |
4 |
5 |
|
h1 |
33 |
66 |
31 |
63 |
49 |
h2 |
7 |
16 |
11 |
10 |
8 |
h3 |
37 |
75 |
27 |
55 |
56 |
h4 |
8 |
15 |
9 |
8 |
10 |
h5 |
32 |
65 |
32 |
61 |
48 |
h6 |
15 |
28 |
14 |
12 |
12 |
h7 |
22 |
47 |
36 |
67 |
33 |
h8 |
6 |
13 |
17 |
14 |
7 |
h9 |
30 |
58 |
35 |
68 |
45 |
h10 |
12 |
23 |
8 |
9 |
11 |
Вертикальное увеличение |
103 |
2103 |
20103 |
104 |
2104 |
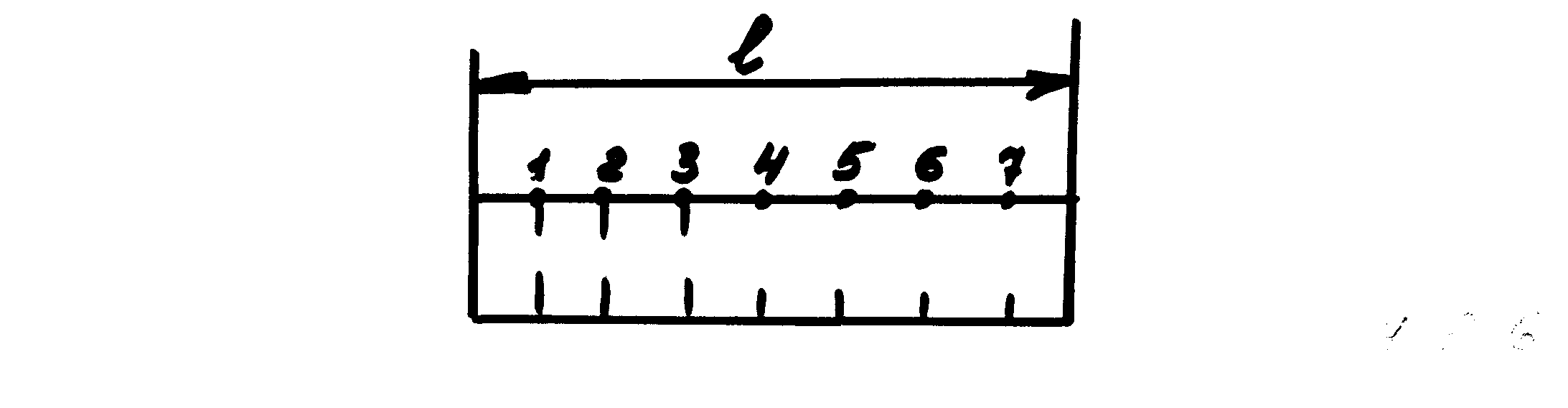
4.2.6. По результатам измерений отклонений детали от прямолинейности построить график зависимости отклонения от координаты точки измерения, определить наибольшее отклонение и нанести отклонения на эскиз с помощью условных обозначений.
Результат измерений, мм |
Вариант |
||||
1 |
2 |
3 |
4 |
5 |
|
1 |
+0,10 |
- 0,10 |
0 |
0 |
+0,20 |
2 |
+0,07 |
+0,07 |
+0,03 |
+0,04 |
+0,08 |
3 |
+0,05 |
+0,06 |
-0,04 |
+0,08 |
+0,17 |
4 |
+0,20 |
-0,12 |
+0,06 |
+0,10 |
+0,14 |
5 |
+0,20 |
+0,21 |
-0,05 |
+0,07 |
+0,30 |
6 |
+0,27 |
+0,25 |
+0,05 |
+0,08 |
+0,28 |
7 |
+0,30 |
-0,30 |
-0,03 |
+0,10 |
+0,35 |
Общая длина детали, мм |
800 |
600 |
1200 |
1500 |
1200 |
|
|||||
Практическое занятие №5
ДОПУСКИ УГЛОВЫХ РАЗМЕРОВ, КОНИЧЕСКИХ СОЕДИНЕНИЙ.
ДОПУСКИ НА РЕЗЬБОВЫЕ СОЕДИНЕНИЯ
5.1. Основные понятия
К основным геометрическим параметрам конусов и их соединений относятся:
- угол уклона - между образующей и осью конуса;
- угол конуса - между образующими конуса в плоскости, проходящей через ось конуса:
- конусность - отношение разности двух диаметров конуса к расстоянию между ними.
Конусность общего назначения выбирается по стандарту. Угол конусов измеряется с помощью синусной линейки.
Основными элементами метрической резьбы являются:
- наружный диаметр наружной резьбы (d);
- наружный диаметр внутренней резьбы (D);
- средний диаметр болта (d2);
- средний диаметр гайки (D2);
- внутренний диаметр болта (d1);
- внутренний диаметр гайка (D1);
- шаг резьбы (P);
- угол профиля резьбы (= 600);
- угол между боковой стороной профиля и перпендикуляром к оси резьбы (/2).
Расположение полей допусков метрической крепежной резьбы относительно номинального профиля определяется основным отклонением - верхним для болтов и нижним - для гаек.
Установлены следующие ряды основных отклонений: для резьб болтов - h, g, c, d, для резьбы гаек H, G.