

Ротационные (вращающиеся) инструменты
К вращающимся инструментам относятся: боры, фрезы, шлифовальные инструменты, финиры, полиры.
Насчитывают 1500 разновидностей (но стоматолог использует примерно 10 разновидностей).
Боры и фрезы появились 150 лет назад.
Основное предназначение – снимать «стружку».
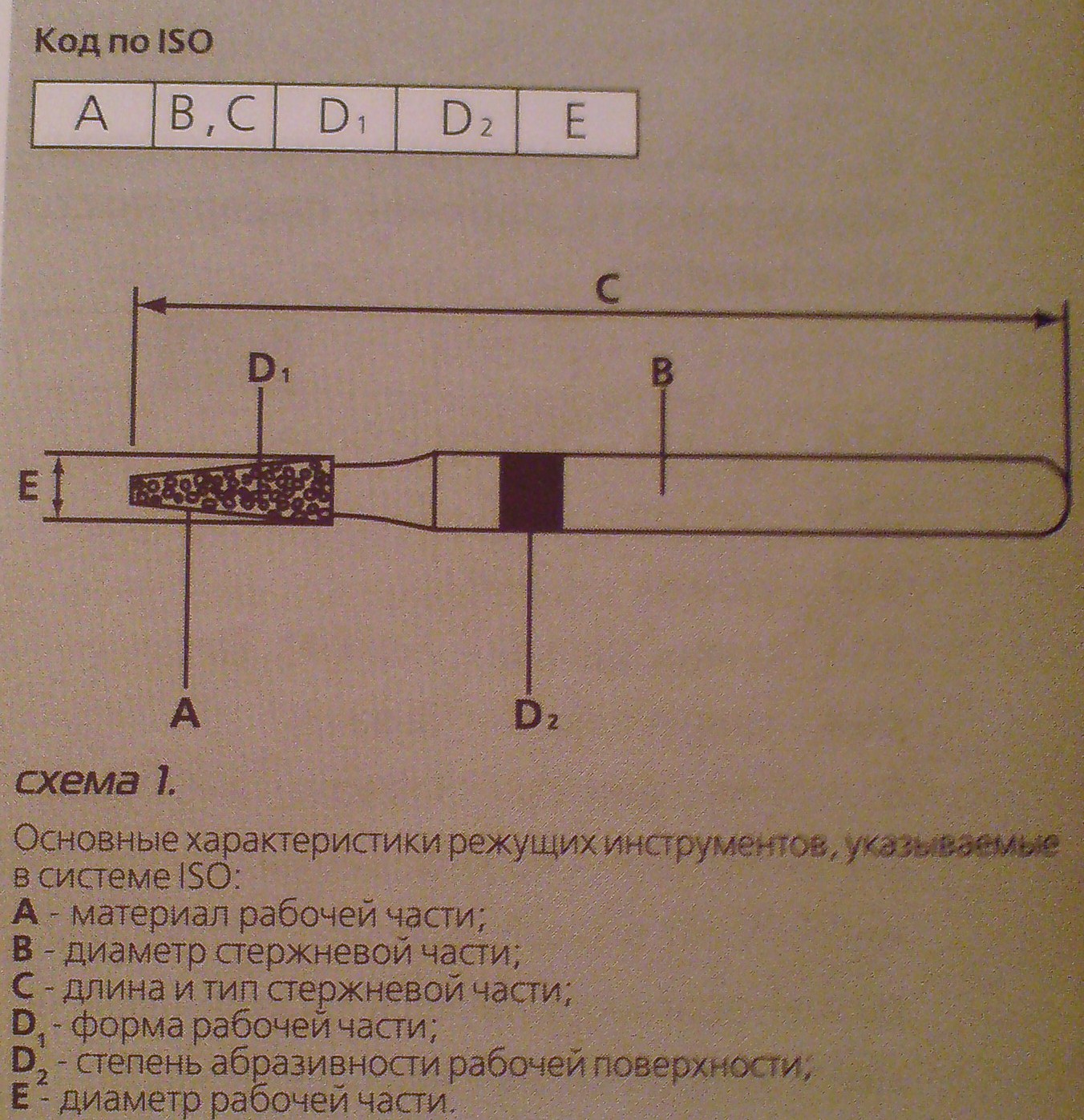
Конструктивные особенности и идентификация боров согласно системе ISO 6360
Основные компоненты бора:
А – рабочая часть
В – хвостовик
Рабочая часть непосредственно контактирует с поверхностью тканей зуба или материалом.
Хвостовик – часть, которую вставляют в наконечник. Изготавливается из высококачественной нержавеющей стали класса X46CrS13.
Рабочую часть классифицируют согласно разновидности материалов:
Стальные (для работы с временными пломбами, размягченным дентином)
Твердосплавные карбидные (с 6, 12 и 30 режущими гранями)
С алмазной крошкой
Корундовые, карборундовые
Итд
Использование боров:
Для препарирования твердых тканей на терапевтическом, ортопедическом, хирургическом приеме, пародонтологическом и эндодонтическом лечениях.
Для иссечения размягченного дентина
Для отделки пломб
Пример:
000 000 000 000 000
|
||||
A |
B |
C |
D |
E |
Материал рабочей части: 500 – твердосплавный металл 806 – алмаз гальван. 807 – алмаз спекания 506 – напыление 310 – сталь |
Хвостовик и общая длина: 204 – угловой (буквенное обозначение: RA, W, AD, CA,NST) 104 – прямой (буквенное обозначение: HP, H, RM, HST)
313 - турбинный |
Форма: 001 – шаровидная 010 – обратноконусная 107 - цилиндрическая |
Тип нарезки или зернистости 006 – диагональный 003 - алмазная |
Диаметр |
500 204 001 003 012
|
Унифицированная международная классификация инструментов
Стандарт Система Знак CE
ISO
функциональный анализ анализ безопасности
для ориентировки в огромном многообразии ротационных инструментов и для оптимального выбора продукции.
Номер идентификации состоит из 15 знаков
000 000 000 000 000
А В С D Е


 Е
Е
А



C
D
В
А – материал рабочей части (сталь, твердосплавный металл)
В – тип соединения с наконечником и общая длина инструмента (вид ручки: прямой наконечник, угловой наконечник, FG)
С – форма рабочей части
D – тип нарезки зубьев
E – диаметр рабочей части – максимальный размер
Группа а
Тип материала рабочей части
Алмазное абразивное зерно
Номер группы ISO – 800
Рабочая часть алмазных боров состоит из 3х элементов: стальной носитель, алмазное абразивное зерно, связка – металл.
Стальной носитель – из высокопрочной нержавеющей стали, что и хвостовик.
Алмазное зерно – чистый углерод с кубической, с голоэдрической кристаллической структурой.
Существуют природные алмазы и синтетические алмазы.
Продолжительность работы 1 бора – 90 мин. чистого рабочего времени.
Сноска зависит от нескольких факторов:
обработки только твердых тканей или еще и пломб из разных материалов, соблюдения рекомендуемых скоростей, правил стерилизации.
Алмазные зерна связываются с поверхностью стального носителя разными технологиями.
Первый метод: гальванопластика = цифра 6
8


 06
06
Алмазное зерно связь зерна с корпусом методом гальванопластики
Многоуровневое нанесение крошки:
Алмазная крошка
Адгезивный слой
Стальной сердечник
Второй метод – метод спекания
8 07
цифра 7
07
цифра 7
Для зуботехнических лабораторий.
Величина зернистости алмазной крошки.
Буквенная кодировка (в каталогах, на упаковке).
Цветовая кодировка – наносится на поверхность хвостовика в виде кольца. Исключение: если нет цветовой кодировки, значит – средняя рабочая зернистость.
Если алмазная крошка желтого цвета, значит, покрытие выполнено нитрид титаном для того, чтобы:
Повысить режущую эффективность
Предотвратить сильную загрязненность
Как индикатор способности бора: когда желтая окраска исчезает, бор выбрасывают.
Существуют алмазные боры и алмазные диски толщиной 0,1 – 0,45 мм толщиной; одно- либо двустороннее покрытие; диаметр 6,5 – 22мм.
Турбоинструменты – спиралеобразные канавки для прохождения по ним охлаждающей жидкости (воды) в процессе работы инструмента. Иногда канавки тоже покрыты алмазной крошкой.
Свойства: автоматическое охлаждение (т.к. абразивная поверхность неровная), автоматическая смазка (т.к. одна из противоположных спиралей направляет жидкий смазочный материал), автоматическая выгрузка (т.к. другая противоположная спираль удаляет отбросы), отличное полирование (т.к. алмазная кромка легко и быстро проникает в ткань), автоматическая чистовая обработка (мелкие неровные поверхности из алмазов действуют как традиционный алмазный инструмент).
Таблица алмазных кодировок
Зернистость |
Буквенное сокращение |
Величина зерна, мкм |
Маркировка |
Суперкрупная |
MLX, SC |
150-180 |
Черное кольцо |
Крупная |
C |
125-150, 135 |
Зеленое кольцо |
Средняя |
M, ML |
91-126, 105-125, 100-120 |
Без кольца/синее кольцо |
Мелкая |
F |
40-76, 50 |
Красное кольцо |
Супермелкая |
SF, XF |
15-46, 30 |
Желтое кольцо |
Ультрамелкая |
UF |
8-15 |
Белое кольцо |
Область применения
Черная |
Глубокое шлифование, снятие большого объема ткани |
Зеленая |
Предварительное шлифование, шлифование формы, снятие пломб, препарирование полостей, препарирование коронковой части |
Синяя (универсальная) |
Шлифование форм, керамической облицовки, обработка твердых тканей в терапии |
Красная |
Полирование тканей после предварительной шлифовки, начало шлифовки |
Желтая |
Прецизионное шлифование пломб |
Белая |
Прецизионное шлифование композитных пломб, заключительное шлифование с охлаждением |
Алмазными борами не обрабатывают размягченный дентин, т.к. мягким засоряются грани.
При работе с крупнозернистыми борами следует уменьшить скорость.
Твердосплавные инструменты – номер группы по ISO 500.
Фирма SSWhite – стала первой выпускать такие боры.
В зависимости от технологии производства выделяют 2 группы:
«Two pieсe carbide» - порошковая металлургия. Два компонента: твердые вещества и связующие металлы.
Твердое вещество – карбиды вольфрама, связующие металлы – кобальт.
Режущие грани создаются алмазным фрезерованием. Хвостовик из пружинной стали высокой прочности.
«One piece carbide» - рабочая часть и хвостовик состоят из одной заготовки карбида вольфрама. Готовят из цельного сплава (куска карбида).
Карбид – очень твердый, но легче раскалывается. Правило: при соприкосновении с зубом должен вращаться.
Твердосплавные боры обладают высокой режущей способностью, универсальностью, длительным сроком эксплуатации.
Различаются по:
По количеству резцов (зубьев) рабочей части, по геометрии и углу резания, по расстоянию между резцами.
Напыление нитрид титана – 506.
Количество резов на рабочей поверхности: 8, 10, 12, 16, 30.
Длина рабочей поверхности бывает 5 типов: 3-9мм.
Боры с закругленным кончиком рабочей поверхности (безопасные) Safe End – чтобы не травмировать десну. 10 граней, 20 граней.
С 1990г. SSWhite производит Золотую серию Great White Ultra: режет эмаль, металлокерамику, используются при челюстных операциях.