

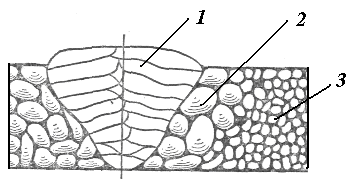
- Усадочная раковина; 2 - мелкозернистая
корка; 3 - зона столбчатых кристаллов;
4 - зона равноосных зерен

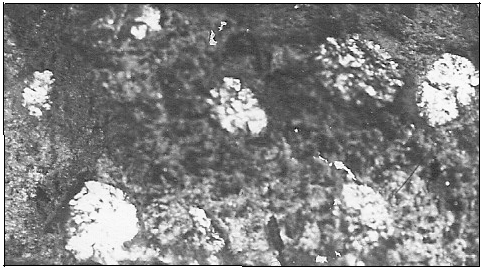
в - макрошлиф с ликвацией г - макрошлиф деформированного
Металла

д - флокены в продольном сечении е - флокены в поперечном сечении
ж - макрошлиф сварного шва:
1 – наплавленный металл;
2 – зона термического влияния;
3 – основной металл
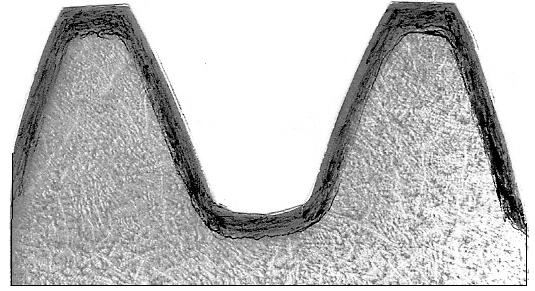
з - макрошлиф шестерни после
химико-термической обработки
Рис. 1.1. Некоторые макрошлифы, указанные в табл.1.1
Практические задания
Каждый студент в составе бригады из 2-3 чел. выполняет одно из нижеприведенных заданий и делает выводы о наличии дефекта и качестве металла.
Приготовление макрошлифов состоит из их шлифования и травления.
Задание 1. Выявление ликвации методом серного отпечатка
Лист фотографической бумаги при свете смочить в ванночке с 5%-ным раствором серной кислоты, а потом слегка просушить фильтровальной бумагой, затем эмульсионной стороной наложить на готовую поверхность макрошлифа. Для плотного прилегания фотобумагу осторожно прикатать резиновым валиком. Сдвиг бумаги по шлифу недопустим. Сера присутствует в сталях преимущественно в виде сульфида марганца. В результате взаимодействия химически активной поверхности фотобумаги и образца происходит следующая реакция:
MnS+H2SO4=MnSO4+H2S .
Выделяющийся сероводород взаимодействует с бромистым серебром фотобумаги:
2AgBr + H2S = Ag2S + 2HBr.
Образующийся сульфид серебра в виде темных отпечатков остается на фотобумаге. Местам с большим содержанием серы в металле соответствуют более темные отпечатки на фотобумаге.
Через 3-5 минут фотобумагу осторожно снять с макрошлифа и после промывки в проточной воде провести фиксирование в 10 %-ным растворе гипосульфита. Затем снова промыть и просушить. По серному отпечатку определить характер распределения неметаллических включений, степень развития ликвации в баллах по ГОСТ 10243.
Задание 2. Выявление слоя, упрочненного химико - термической обработкой или индукционной закалкой
Поверхность приготовленного макрошлифа протравить в 15 %-ным водном растворе азотной кислоты в течение 10-15 с. После травления шлиф протереть ватным тампоном, смоченным в спирте. Оценить качество, однородность и с помощью линейки определить глубину слоя, полученного в результате химико-термической обработки. Описать зоны макрошлифа, выявленные травлением, и дать объяснение, почему травимость его поверхности разная.
Задание 3. Макроструктурный анализ сварного шва
Готовый макрошлиф сварного образца погрузить в ванночку с 10-12%-ным раствором медь-аммония хлористого. Травление продолжить 10-15 мин. Слой меди, выделившийся на поверхности образца в результате реакции, смыть водой; поверхность шлифа протереть спиртом, просушить. После травления на шлифе отчетливо выделяются три зоны: зона наплавленного металла (хорошо видны дендриты), зона основного металла и зона термического влияния (более темной окраски). Дефектные места (непровар, газовые пузыри, раковины, ликвация, шлаковые включения) окрашиваются в темный цвет. По выявленной макроструктуре описать строение сварного шва, выявленные макродефекты и оценить качество сварки.