

1.4.1 Определение численности основных производственных рабочих на линии.
Определяем оперативное время для каждого станка:











Рассчитываем время активного наблюдения за работой оборудования:











Определяем время на подход к станку (переход).
При линейном расположении оборудования на рабочем месте общее время на обход всех станков:

где:
 расстояние
между станками;
расстояние
между станками;
 количество
станков на операции;
количество
станков на операции;










Время на подход к одному станку










Определяем время занятости рабочего при работе на одном станке:

 ;
;
 ;
;

 ;
;
 .
.





Свободное машинное время, которое может быть использовано для обслуживания других станков:





 ;
;





Для обоснования целесообразности организации многостаночного обслуживания определяем норму обслуживания рабочего-многостаночника для данных производственных условий:
Kд = 0,9










На основании полученных данных строим график организации многостаночного обслуживания:
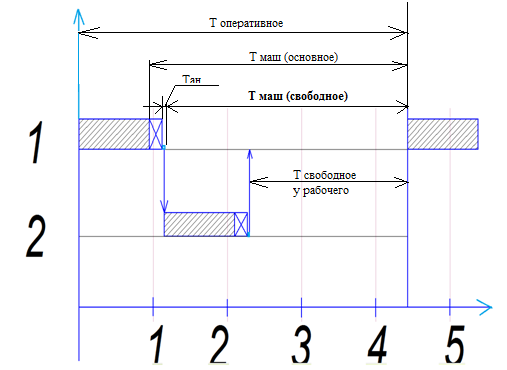

Определяем длительность цикла многостаночного обслуживания:
а) Случай округления в меньшую сторону:

Рассчитываем продолжительность свободного времени у рабочего в цикле многостаночного обслуживания:


Эти данные позволяют определить коэффициент загрузки станков и рабочих в условиях многостаночного обслуживания
Определяем коэффициент загрузки рабочего:


1.5 Расчёт заделов на линии.
 .
.
На прерывно-поточных линиях создаются заделы трёх видов: технологические, оборотные, страховые (резервные):

Технологический задел при передаче деталей на рабочие места партиями равен:

где:
 ;
;

Принимаем
 .
.
Страховой (резервный) задел создаётся на наиболее ответственных и нестабильных по времени выполнения операциях. Этот задел представляет детали, находящиеся в стадии технологической готовности, соответствующей данной операции. Величина страхового задела может быть принята в размере (4-5)% сменного задания.
Сменное
задание:

Оборотный задел создаётся из-за разницы производительности на смежных операциях, а также, когда производительность на смежных операциях одинакова, но начинается не одновременно. Задел со знаком минус означает убывание задела и необходимость создания его на начало периода, поскольку предыдущая выдает изделий меньше, чем необходимо для непрерывной работы станков на последующей операции; задел со знаком “плюс” означает возрастание его в процессе работы, так как предыдущая операция выдаёт больше деталей, чем может быть обработано на последующей.

где: То - время одновременной работы оборудования на смежных операциях;
qi, qi+1 –количество оборудования на этих операциях;
tштi, tштi+1- штучное время на этих операциях.
Определяем время одновременной работы оборудования Tо, для этого определяем время работы оборудования на каждой операции:






Сравниваем время работы оборудования на смежных операциях, за Tо принимаем наименьшее из них:
Т1>Т2, тогда То примем равным Т2=59,79

Т2˂Т3, тогда То примем равным Т2=59,79;

Т3<Т4, тогда То примем равным Т3=59,85;

Т4<Т5, тогда То примем равным Т4=59,96;

Т5>Т6, тогда То примем равным Т6=59,84;

Т6>Т7, тогда То примем равным Т7=59,80;

Т7˂Т8, тогда То примем равным Т7=59,80;

Т8<Т9, тогда То примем равным Т8=59,95;

Т9<Т10, тогда То примем равным Т10=60,15;

Суммарный оборотный задел на линии равен:

Суммарный задел на прерывно-поточной линии:
