

4.1.3. Расчет массы заготовок
Масса поковок по каждому из сравниваемых вариантов определяется по программе MASSA или по ранее рассмотренной методике по формуле (3).
При этом для деталей типа вал с небольшой разницей в диаметральных размерах допускается заготовку разбивать на элементарные цилиндры.
Для поковок, штампуемых вдоль оси (зубчатые колеса, крышки и т.д.), необходимо учитывать влияние напусков – штамповочных уклонов. Поэтому заготовки данного типа необходимо представлять как совокупность усеченных конусов (сплошных и отверстий).
Штамповочные уклоны назначаются по таблице 9.
Таблица 9
Оборудование |
Штамповочные уклоны, град |
|
на наружной поверхности |
на внутренней поверхности |
|
Штамповочные молоты, прессы без выталкивателей |
7 |
10 |
Прессы с выталкивателями, горизонтально-ковочные машины |
5 |
7 |
Горячештамповочные автоматы |
1 |
2 |
Для заготовок с отверстием (колесо, крышка), которое образуется при штамповке, перед расчетом массы необходимо определить размеры пленки под прошивку (рис. 3).
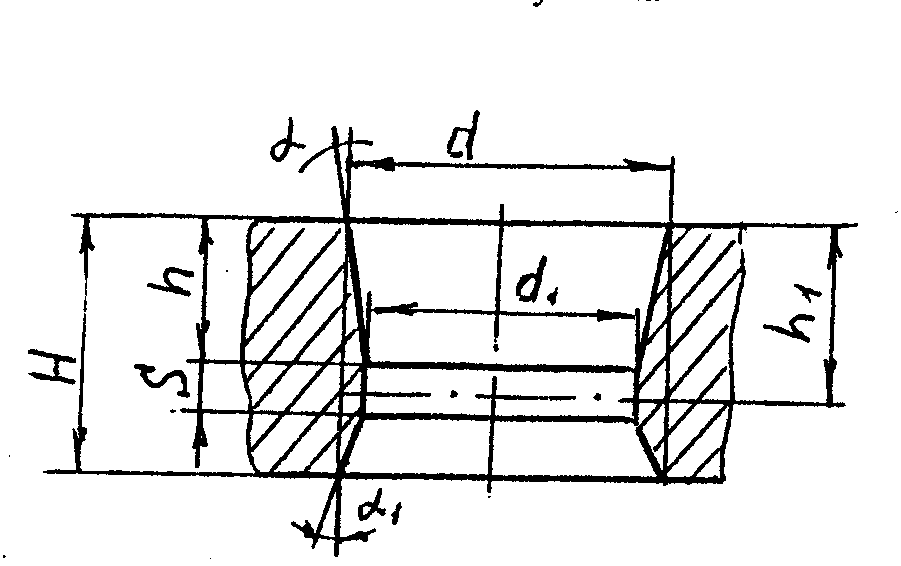
Рис. 3. Размеры пленки по прошивку
Отверстия в поковке формообразуются (штампуются), если имеют диаметр не менее 30 мм.
На всех видах горячештамповочного оборудования кроме ГКМ и горячештамповочных автоматов при высоте углубления h меньше 0,8 его диаметра d выполняется плоская наметка отверстия с двух сторон. При этом остается перемычка или пленка под прошивку толщиной S, которая затем удаляется при пробивке отверстия на обрезном прессе.
![]() . (4)
. (4)
Для более устойчивого положения поковки при штамповке рекомендуется выбирать
![]() (5)
(5)
![]() (6)
(6)
где H – глубина отверстия в поковке.
Диаметр пленки под прошивку рассчитывается по формуле
![]() , (7)
, (7)
где a - угол внутреннего штамповочного уклона.
Штамповочный уклон в нижней части наметки a1>a.
Размеры пленки под прошивку определяются методом подбора. Сначала задается ориентировочное значение S для проверки. Далее проводятся расчеты по формулам (5), (6), (4). При совпадении заданного и рассчитанного значений S выполняется окончательный расчет размеров пленки под прошивку по формулам (6) и(7). Далее выполняется расчет массы поковки.
4.1.4. Выбор лучшего варианта на основе экономического сравнения
Экономическое сравнение вариантов получения заготовки состоит в расчете приведенных затрат на годовой выпуск заготовок с учетом разности стоимости механической обработки деталей по вариантам заготовок.
Приведенные затраты, обусловленные производством и реализацией заготовок данного наименования, СП (руб./год) по каждому варианту рассчитываются по формуле
![]() , (8)
, (8)
где СТ – полная себестоимость годового выпуска заготовок, руб./год, СМД – полная себестоимость дополнительной механической обработки заготовки, руб./год, КУД – удельные капитальные вложения на производство годовой программы выпуска заготовок, руб./год.
Исходными данными для экономического расчета являются класс точности, масса поковки по сравниваемым вариантам, материал заготовки, годовая программа выпуска (определяется в тысячах по количеству букв в фамилии студента), цена 1т металла, диаметр D и длина L описанной фигуры (рекомендуется взять среднее значения между размерами, полученными по сравниваемым материалам).
Расчет проводиться в диалоговом режиме по программе EFFECT. Результаты расчета вносятся в таблицу 10. Выбирается вариант с наименьшими приведенными затратами, делается вывод о величине экономического эффекта от применения выбранного метода.
Таблица 10
Вид оборудования |
|
|
Класс точности |
|
|
Степень сложности поковки |
|
|
Масса поковки, кг |
|
|
Оптовая цена 1т поковок, тыс. руб. |
|
|
Оптовая цена дополнительной механической обработки 1т поковок, тыс. руб. |
|
|
Удельные капитальные вложения на производство годовой программы поковок, тыс. руб. |
|
|
Полная себестоимость изготовления поковок на годовую программу, тыс. руб. |
|
|
Полная себестоимость дополнительной механической обработки поковок, тыс.руб. |
|
|
Приведенные годовые затраты, тыс. руб. |
|
|