

4.4.3. Плазменно-дуговая резка
Плазменная дуга - высокоионизированная сжатая дуга, которая выдувается из сопла плазмотрона в виде плазменного факела длиной 20-30 мм. Максимальная температура, которую можно достичь в плазменной дуге; применяемой в сварочной технике, - 30000 С.
Сущность процесса плазмено-дуговой резки – местное расплавление металла в месте реза и его выдувание потоком плазмы из прорези.
В зависимости от способа получения дуговой плазмы различают резку плазменной струей и резку плазменной дугой (рис. 4.7).
Резка плазменной струей основана на расплавлении металла в месте реза и его выдувании потоком плазмы. Плазменную струю используют для резки металла толщиной от десятых долей до десятков миллиметров. Для резки металла малой толщины используют плазменную струю косвенного действия. При повышенной толщине металла лучше результаты достигаются при плазменной струе прямого действия - плазменной дуге (рис.4.7,а)
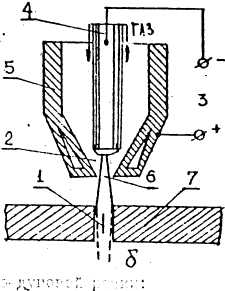
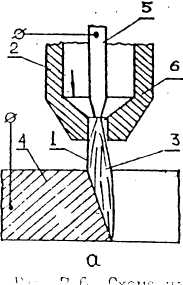
Рис. 4.7. Схема плазменно-дуговой резки
а) плазменной дугой: 1 - дуга; 2 - газ; 3 - плазма; 4 - разрезаемый металл; 5 - электрод; 6 - резак;
б) плазменной струей: I - плазма; 2 - сопло; 3 - источник постоянного тока; 4 - электрод; 5 - мундштук; 6 - дуга; 7 - разрезаемый металл.
4.5. Оборудование для кислородной резки
Основным инструментом для газовой резки являются резаки. Резаки служат для смешивания горючего газа с кислородом для образования подогревательного пламени и подачи к разрезаемому металлу струи режущего кислорода.
Ручные резаки для газовой резки классифицируют по следующим признакам:
-роду горючего газа, на котором они работают - для ацетилена, газов - заменителей, жидких горючих;
-принципу смешения горючего газа и кислорода - на инжекторные и безынжекторные;
-назначению - универсальные и специальные;
-виду резки - для разделительной резки, поверхностной, кислородно-флюсовой, копьевой.
В настоящее время наиболее широкое распространение получили универсальные инжекторные резаки, позволяющие резать сталь толщиной от 3 до 300 мм.
Принципиальная схема устройства универсального инжекторного ручного резака со щелевым мундштуком показан на рис. 4.8. Резак имеет рукоятку 7 и корпус 8, к нему при помощи накидной гайки 11 присоединена смесительная камера 12, в которую ввернут инжектор 10. Кислород, поступающий через шланговый ниппель 5, идет по двум направлениям. Кислород подогревательного пламени при открытом вентиле 4 через узкий канал инжектора 10 попадает в широкую смесительную камеру 12, где резко расширяется и создает разрежение, вследствие чего туда подсасывается ацетилен, идущий под малым давлением через ниппель 6 и открытый вентиль 9. Горючая смесь по трубке 13 идет в. головку 1 и входит в зазор между внутренним 14 и наружным 15 мундштуками, образуя подогревательное пламя. Другая часть кислорода через вентиль 3 и трубку 2 поступает в центральный канал внутреннего мундштука, образуя режущую струю.
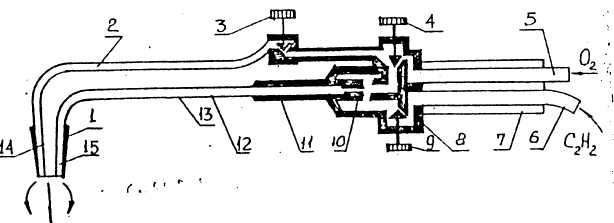
Рис. 4.8. Схема универсального инжекторного ручного резака со щелевым мундштуком
Для повышения производительности, качества реоза и сокращения тяжелого ручного труда используют машинную резку. Машины для кислородной резки разделяют на два основных типа; стационарные и переносные.
Стационарные машины делятся:
-по конструктивному исполнению - на портальные П, которые располагаются непосредственно под разрезаемой деталью; портально-консольные Пк, когда над разрезаемой деталью располагается только консоль; шарнирные Ш;
-по способу резки - на кислородные К, кислородно-флюсовые Кф, плазмено-дуговые Пл и газолазерные Гл ;
-по способу движения или системе контурного управления - на линейные Л для прямолинейной резки, магнитные М по стальному копиру для фигурной резки, фотокопировальные Ф по чертежу для фигурной резки, цифровые программы для фигурной резки;
-по технологическому назначению - для раскройных работ Р, для точной прямолинейной и фигурной вырезки деталей Т, универсальные - для прямолинейной и фигурной вырезки деталей У, для фигурной вырезки малогабаритных деталей М . Переносные машины подразделяются;
по способу резки на кислородные К , плазменно-дуговые Пл; по способу движения или системе контурного управления – по разметке Р , по циркулю Ц , по направляющим Н , по гибкому копиру Г.
Каждая машина состоит из несущей части резака (одного или нескольких), пульта управления и ведущего механизма.
У стационарных машин основным узлом, автоматизирующим процесс резки, является система копирования. В таких машинах применяют принципы механического, электромагнитного, фотоэлектронного, дистанционно-масштабного и программного копирований.