

1.4 Теоретичні основи деформації металу на стані хптр
Обтискання металу при роликовій прокатці здійснюється завдяки постійному зближенню роликів по довжині ходу каретки. Це досягається застосуванням конусної опорної планки. Роликова прокатка характеризується значною нерівномірністю деформації металу.
Із – за використання на стані ХПТР руч’я постійного радіусу на більшій довжині робочого конуса калібр – утворений роликами, не є замкнутим. Чим далі від початку робочого конуса, тим більший зазор між ребордами. Останнє приводить до того, що частина об’єму металу, піддається безконтактній деформації.
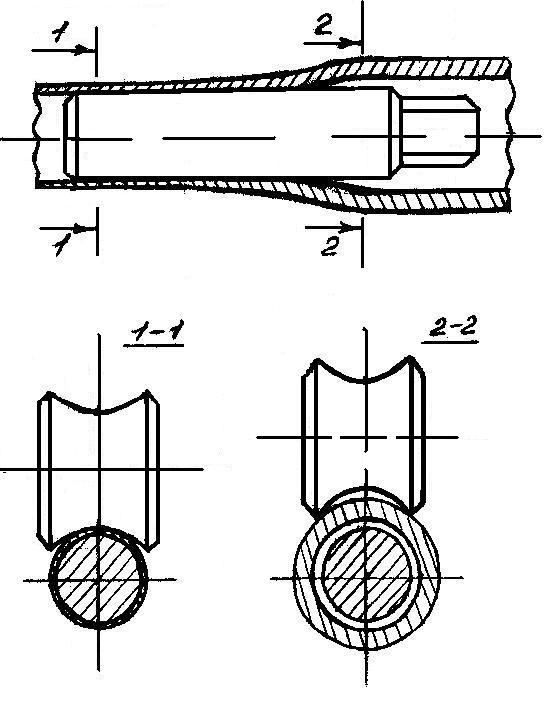
Рисунок 1.2 – Деформація металу при роликовій прокатці
Це збільшує питомий тиск в осередку деформації, призводить до виникнення значних розтягуючих напружень в безконтактних зонах деформації, а отже і до зниження пластичності деформованого металу.
Умови пластичної деформації в осередку деформації посилюються також нерівномірністю її по периметру руч’я.
В наслідок неспівпадання кривизни руч’я та робочого конусу, на більшій довжині останнього обтискання металу по дну ролика менш ніж на бокових поверхнях. Останнє також призводить до зросту питомого тиску.
Таким чином, за умови всіх інших рівних умов деформації металу на станах ХПТР супроводжується більшим питомим тиском і протікає в умовах менш благо приємно, ніж на валкових станах.
Діючі напруження виникають в наслідок тиску ролика на метал та виникнення додаткових напружень, які викликані нерівномірною деформацією.

Рисунок 1.3 – Схема осередку деформації металу при роликовій прокатці
На рисунку 1.3 відображені діючи схеми напружень у вершині та випусках калібру.
У вершині діє схема напружень з трьома стискаючими напруженнями.
Така схема сприяє високій пластичності металу.
У випусках діє схема з двома стискаючими та одним розтягуючим напруженням – σ3, яка діє вздовж труби.
Розтягуючи напруження σ3 виникло внаслідок нерівномірності деформації.
Воно знижує пластичність нерівномірної деформації, іноді навіть може викликати розриви металу (при прокатці тонкостінних труб та великій розвалці роликів).
На пластичність також впливає частковість деформації, або число робочих циклів, за яке, початковий переріз деформується в кінцевий переріз. В пілігрімовому процесі коефіцієнт дрібності складає 15…30.
Чим вище частковість деформації, тим більше пластичність металу.