

Тема № 1.4 Сопротивление деформации.
1.4.1 Понятие о сопротивлении деформации и средним контактном давлении.
Одной из главных задач теории прокатки является определение величины усилий способных осуществлять деформацию. Для правильного решения этой задачи необходимо рассмотреть понятие о сопротивлении деформации.
Сопротивление деформации – это то сопротивление, которое оказывает полоса при ее формоизменении. Сопротивление деформации определяется величиной предела текучести, если деформации выполняется при линейном напряженном состоянии. Однако реальные процессы происходят не при линейном напряженном состоянии, а при наличии схемы объемного напряженного состояния. Поэтому сопротивление деформации будим определять с учетом коэффициента напряженного состояния n=0,7÷5,0. p=n·GT.
При установлении связи между сопротивлением деформации и пластичностью иногда считают, что это величина обратно пластичности, на самом деле пластичность не является свойством обратным сопротивлению деформации.
Прокатка холоднокатаных листов говорит о том, что с уменьшением толщины, сопротивление деформации не уменьшается, а увеличивается. Пластичность уменьшается.
Сопротивление деформации является одним из важнейших параметров процесса обработки металлов давлением. Оно берется за основу при определении усилий деформации, необходимой прочности деталей машин и мощности их привода.
Величину сопротивления деформации можно определить опытным путем, предварительно измерив деформирующее усилие или по теоретическим формулам.
П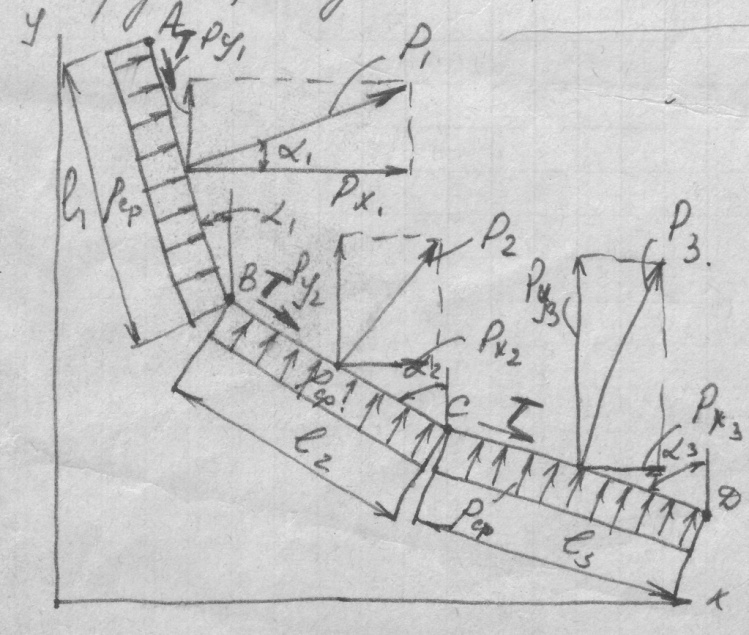 усть
на некоторую поверхность, сечение,
которое изображено ломаной линией ABCD,
действует равномерно распределенное
удельное давление Pср.
усть
на некоторую поверхность, сечение,
которое изображено ломаной линией ABCD,
действует равномерно распределенное
удельное давление Pср.
Необходимо определить суммарную силу, создаваемую этим давлением в горизонтальном направлении Px и вертикальном Py.
Принимаем AB=L1, BC=L2, CD=L3, ширина участков (в).
Определяем давление на каждый прямой участок поверхности:
 ,
,


Горизонтальные составляющие давлений:



Суммарная горизонтальная сила Px, действующая на всю поверхность:
 )
;
)
;
Вертикальные проекции давлений:



Суммарная вертикальная сила Py, действующая на всю поверхность:

Выражения в скобках представляет собой горизонтальные и вертикальные проекции поверхности.
Следовательно:


Если на рассматриваемой поверхности действуют касательные силы трения, имеющие одно направление, а коэффициент трения имеет постоянную величину, то горизонтальная и вертикальная составляющие равнодействующей если трения, действующих на всей поверхности:


где f – коэффициент трения.
Определение удельного давления на контактной поверхности или сопротивление деформации осуществляется путем деления полного усилия, деформации на проекцию площади контактной поверхности, перпендикулярной направлению действия силы.
 или
или

1.4.2 Факторы, влияющие на сопротивление деформации.
Сопротивление деформации представляет сложную величину, зависимую от природы деформирующего металла, температуры, стенки деформации, скорости деформации и напряженного состояния.

где k – характеризует свойства деформируемого металла. k = GT nT nυ nE ;
nT nυ nE – учитывают влияние t10 скорости деформации, наклепа;
nG – коэффициент, учитывающий влияние напряженного состояния;
nG = nG1 ·nG2·nG3 – влияние контактного трения, внешних зон и натяжения.
GТ – предел текучести;

Влияние химического состава: на сопротивление деформации определяется основной составляющей стали углеродом ''C''. С увеличением содержания ''C'' в стали сопротивление деформации возрастает. Поэтому стали с повышенным содержанием ''C'' (более 1%) оказывают существенное влияние на режим деформации и конструкцию стана. При обычном содержании Si (0,3÷0,8%) и Mn (0,17÷0,35%) существенного влияния на сопротивление деформации не оказывает, а при увеличении % содержания сопротивление деформации увеличивается. Все легирующие элементы увеличивают сопротивление деформации.
Наклеп ведет к увеличению сопротивления деформации, т.к. при наклепе увеличивается предел текучести.
Влияние температуры на сопротивление деформации можно проследить из графика.
В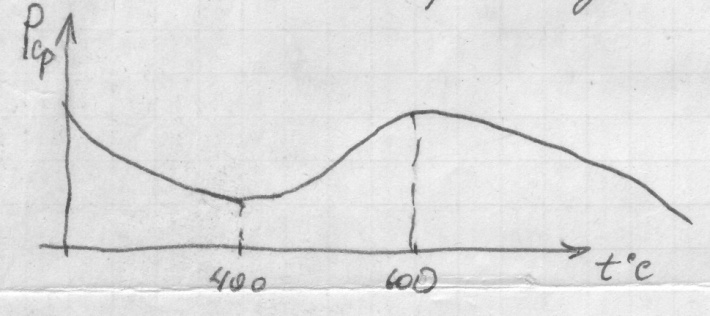 основном сопротивление деформации при
горячей обработки металла давлением
уменьшается с увеличением температуры.
основном сопротивление деформации при
горячей обработки металла давлением
уменьшается с увеличением температуры.
При холодной прокатке в интервале 400÷6000 сопротивление деформации увеличивается.
Влияние скорости прокатки на сопротивление деформации необходимо рассматривать в тесной связи с явлением рекристаллизации. В металле процесс рекристаллизации протекает с определенной скоростью. Если скорость рекристаллизации больше скорости прокатки, то создаются при которых отсутствует наклеп металла. При обратном соотношении υпр > υрек в металле появляется наклеп, следовательно увеличивается GT и увеличивается сопротивление деформации. Если холодная прокатка листов протекает с большой скоростью, то в металле снимается частично наклеп и сопротивление деформации уменьшается.
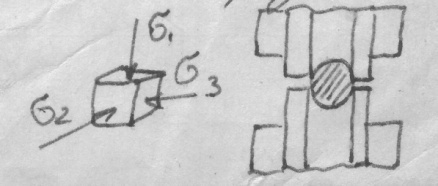
Влияние схемы напряженного состояния на сопротивление деформации рассмотрим на процессах прокатки листовой и сортовой стали. При прокатке в ручьевых валках схема напряженного состоянии наблюдается наиболее резко, поэтому здесь и будет более высокое сопротивление деформации.
Определение сопротивления деформации при линейном напряженном состоянии с учетом температуры наклепа и скорости деформации.
При холодной прокатке на сопротивление линейном деформации большое влияние оказывает наклеп. Температура и скорость деформации оказывают незначительное влияние на Pср и практически коэффициенты nT и nυ равны единице, тогда

где G0, G1 – предел текучести до прокатки и после нее.
При горячей прокатки сопротивление линейной деформации зависит от температуры и скорости. Наклеп или обжатие влияют на сопротивление деформации одновременно со скоростью и поэтому это влияние учитывают соответствующим значением коэффициента скорости, тогда:

Так как характер влияние скорости на сопротивление деформации зависит от деформации и температуры, то находят значение не каждого из указанных коэффициентов, а их произведение.

где GU – сопротивление деформации, определяемое по диаграммам по заданных условиях прокатки (скорости деформации, температуре и обжатии).
Под величиной Pср – подразумевается среднее значение сопротивление линейном деформации для начала и конца дуги захвата. Поэтому для скорости деформации, температуры и обжатия необходимо применять среднее значение на протяжении дуги захвата.
Если опытные данные о влиянии скорости на сопротивление деформации получены при испытании на растяжение, то при подсчете Pср для стали их необходимо увеличить примерно на 10%.