

Тема 3.3. Основные тенденции развития процессов и машин неперерывной разливки стали
В металлургической отрасли накопился ряд проблем, нерешённость которых снижает эффективность производства металлопродукции. Прежде всего, это высокие издержки, связанные с большой энерго- и ресурсоемкостью существующих технологий.
Кардинальное решение задачи сокращения затрат возможно путем применения новейших технологий. Наиболее перспективным представляется совмещение непрерывной разливки стали с агрегатами деформации (рис. 3.3).
Проблема объединения МНЛЗ и прокатных станов в единый комплекс является в настоящее время основной в направлении повышения эффективности всего металлургического производства. Объединение процессов существенно сократит производственный цикл, трудозатраты, используемую производственную площадь. Эти причины и определили современные тенденции в прокатном производстве.
На основе анализа в период ближайших 10-15 лет в связи с развитием литейно-прокатных комплексов возможен вывод из эксплуатации или консервация ряда блюмингов и заготовочных станов в России, вывод из эксплуатации устаревших и энергоемких производств и агрегатов.
С овмещение
непрерывного литья стальных заготовок
с прокаткой возможно при многоручьевых
МНЛЗ с несколькими кристаллизаторами.
При этом выходящие из кристаллизаторов
заготовки должны отрезаться и поочередно
задаваться в прокатный стан.
овмещение
непрерывного литья стальных заготовок
с прокаткой возможно при многоручьевых
МНЛЗ с несколькими кристаллизаторами.
При этом выходящие из кристаллизаторов
заготовки должны отрезаться и поочередно
задаваться в прокатный стан.
Рис. 3.3. Литейно-прокатный агрегат с совмещенной винтовой и продольной прокаткой конструкции ВНИИМЕТМАШ: 1 - МНЛЗ; 2 - индукционный подогреватель; 3 - загрузочная решетка; 4 - толкатель; 5 - клеть винтовой прокатки; 6 - черновая группа клетей продольной прокатки; 7 - аварийные летучие ножницы; 8 - чистовая группа клетей; 9 - термоупрочняющее устройство; 10 - летучие ножницы; 11 - холодильник.
Создание литейно-прокатных комплексов позволит сократить производственные площади, удельные капитальные и эксплуатационные расходы, существенно снизить расход металла, энергии, топлива, повысить производительность труда и качество продукции, обрабатывать малопластичные и труднодеформируемые стали и сплавы.
Использование агрегата с высокими обжатиями в составе ЛПК позволяет совместить процессы непрерывного литья и прокатки с точки зрения согласования не только их производительности, но и улучшения качества профилей за счет интенсивной проработки крупных непрерывнолитых заготовок по всему сечению и получения однородной мелкозернистой структуры металла, максимально использовать тепло литого металла, снизить металлоемкость оборудования.
Двухвалковый способ непрерывного литья является весьма перспективным из способов совмещения агрегатов разливки и деформации. Еще в 1856 году сэр Генри Бессемер запатентовал простую машину для получения тонких стальных полос непосредственно из жидкой стали (рис. 3.4). С тех пор металлурги во всем мире стремились реализовать этот процесс.
Однако довести идею литья полосы до промышленного внедрения удалось только благодаря современным разработкам – применению компьютерных технологий, современной техники измерений, управления и регулирования, а также созданию необходимых охлаждаемых роликов, специальных видов керамики, систем заливки и защиты металла. Только после этого начались серьезные эксперименты по реализации идеи непрерывной разливки тонких стальных полос.
Преимущество способа литья заготовок, близких по размерам к готовой продукции, заключается в возможности контролирования затвердевания обеих поверхностей полосы.
Конструктивный принцип литья полосы в двухвалковом кристаллизаторе заключается в том, что два ролика с водоохлаждаемыми медными рубашками расположены горизонтально на некотором расстоянии один от другого (зазор между ними определяет толщину отливаемой полосы), и между ними, благодаря торцевым уплотнениям с обеих сторон, размещается ванна жидкого металла, пополняемая через погружной сталеразливочный стакан. При вращении роликов навстречу друг другу жидкий металл втягивается в зазор между ними и кристаллизуется на медной водоохлаждаемой поверхности, как в обычном кристаллизаторе МНЛЗ, образуя полосу, которая вытягивается вниз и быстро затвердевает (рис.3.5).
В декабре 1999 года на заводе г. Крефельд была разлита первая промышленная плавка коррозионностойкой стали аустенитного класса массой 36 т, и получен лист шириной 1100 мм и толщиной 3 мм.
С
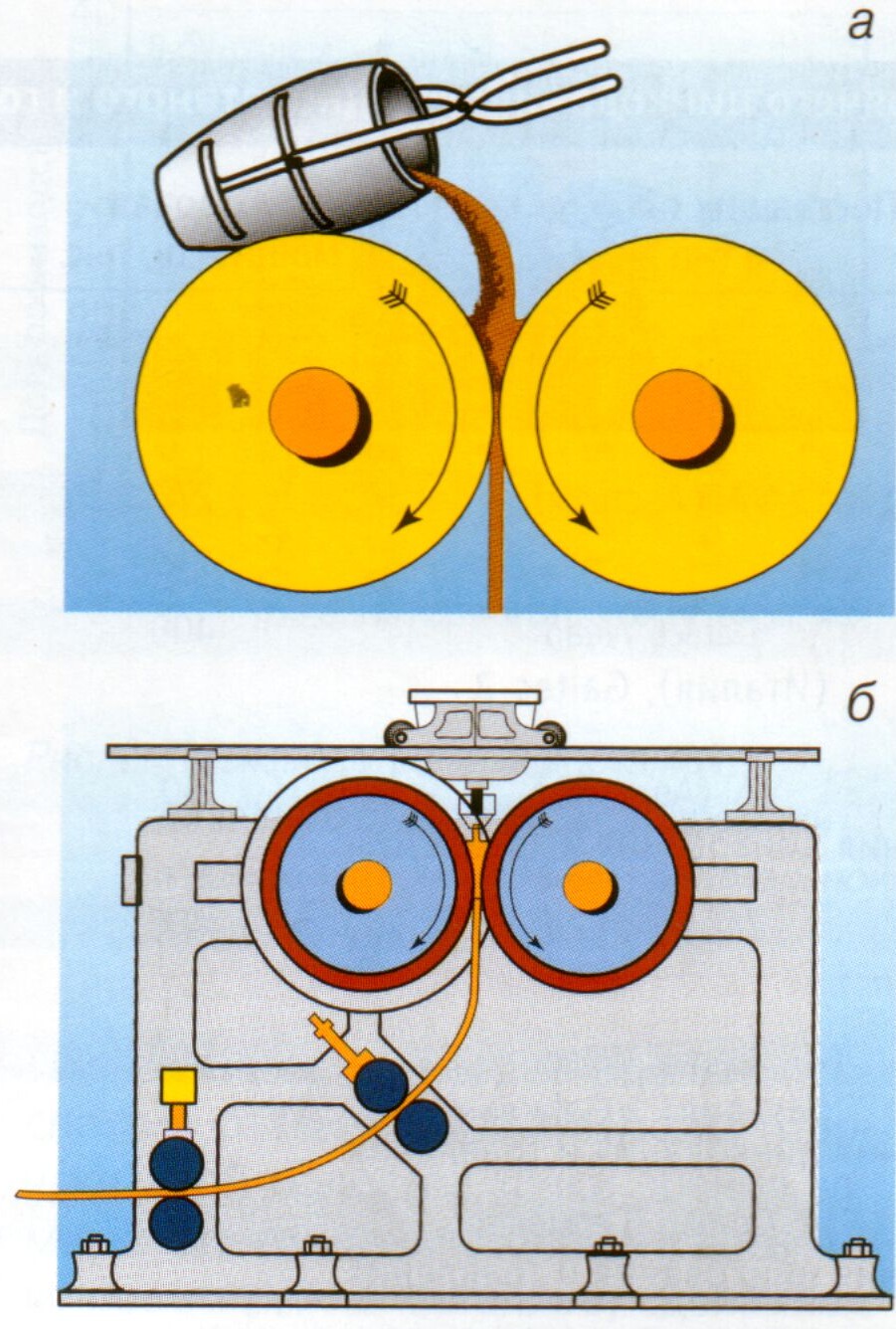
Рис 3.4. Эскиз, сделанный сэром Генри Бессемером (а), и установка, запатентованная им в 1865 г.
Листы обжимали до толщины 0,8 мм на стане холодной прокатки, отжигали и оценивали по действующим стандартам. Поверхностные дефекты отсутствовали. Благодаря быстрой кристаллизации чистота была выше, чем обычно. В результате возросла коррозионная стойкость. Механические свойства соответствовали свойствам обычного листа, однако относительное удлинение находилось на нижнем пределе. В 2003 году производство коррозионно-стойкой тонкополосовой стали на заводе в г. Крефельд достигло 400 000 т.
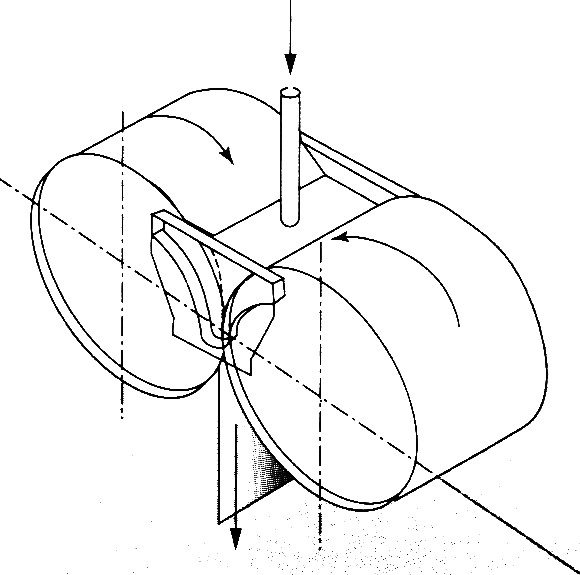
Рис. 3.5. Принцип
литья полосы в двухвалковом кристаллизаторе
Одним из существенных преимуществ нового процесса для всего металлургического производства высококачественной полосы являются менее жесткие требования к качеству стального лома, применяющегося при выплавке сталей в электропечах.
Степень чистоты в отношении величины и количества неметаллических включений выше у полос, полученных на двухвалковых литейно-прокатных агрегатах.
Средняя цена 1 т горячекатаной полосы эквивалентных размеров, полученной по традиционной технологии, составляет в США 250-300 долл., в Европе 280-290 долл. 1 т полосы из нержавеющей стали, полученной на двухвалковом литейно-прокатном агрегате, будет на 50-150 долл. дешевле тонны полосы, полученной по технологии отливки тонкого сляба. При производстве полосы из низкоуглеродистой стали экономия составит 20-35 долл.т.
Вопросы цены горячекатаной полосы самым тесным образом связаны с качеством получаемого металла.