

1.5 Расчёт режимов резания
Расчет режимов резания и норм времени на обработку детали является одним из основных разделов курсового проекта, подтверждающий правильность выбора современного оборудования, прогрессивного режущего и вспомогательного инструмента.
! Примечание: режимы резания определяются по нормативным справочникам и сводятся в таблицу, а так же заносятся в соответствующие графы комплекта технических документов.
Пример
Расчетные и назначенные данные сводим в таблицу9.
Таблица9−Режима резания.
Выполняемый переход |
Режимы резания |
||||||
D или B,мм |
L,мм |
t,мм |
i |
S,мм/об |
n,об/мин- |
V,м/мин |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
1.Подрезать торец |
129 |
50 |
1,3 |
2 |
0,15 |
150 |
61 |
2.Точити диаметр |
129 |
18 |
1,5 |
1 |
0,1 |
160 |
64 |
3.Точити поверхность |
114 |
35 |
0,5 |
1 |
0,1 |
160 |
57 |
4.Расточить отверстие |
41 |
15 |
4 |
3 |
0,2 |
160 |
21 |
5.Расточить фаску |
49,4 |
5 |
2 |
1 |
0,1 |
200 |
31 |
1.6 Разработка управляющей программы
Разработка управляющей программы на станок с ЧПУ является одним из важнейших этапов подготовки к работе на станках с ЧПУ.
Для разработки управляющей программы необходимо:
Чертеж детали, заготовки.
Инструкция по программированию на конкретную систему ЧПУ.
Подготовка управляющей программы состоит из двух этапов:
- технологический этап программирования, включающий в себя:
а) Выбор заготовки;
б) Выбор станка;
в) Определение числа проходов и переходов;
г) Выбор инструмента;
д) Выбор режимов резания;
е) Выбор координатных осей;
ё)проектирование траектории движения инструмента.
- расчетно-аналитический этап программирования, включающий:
а) этап кодирования информации и команд.
б) запись команд.
Управляющую программу необходимо разработать и привести в пояснительной записке и в приложении А в виде ККИ.
2 Эксплуатационно-наладочный раздел
2.1 Назначение и характеристика станка с чпу
Дать краткое описание устройства станка, привести общий вид компоновки станка, системы координат станка (СКС), привести таблицы технических характеристик станка и системы ЧПУ.
Пример:
Станок предназначен для высокопроизводительной обработки малогабаритных корпусных деталей сложной конфигурации. В станке предусмотрена автоматическая смена инструмента, он имеет вертикально-подвижную шпиндельную бабку, продольно-подвижный шпиндель, стол с вертикальным расположением рабочей поверхности. Все подвижные узлы станка перемещаются по закаленным направляющим на роликовых плоских опорах качения.
Инструментальный магазин емкостью 36 инструментов расположен на торце стойки, безманипуляторный. Выбор инструментов - в любой последовательности. Деталь обрабатывается на вертикальном столе размерами 320×320 мм с четырех сторон за один установ, смена обрабатываемых деталей происходит автоматически. Автоматическое устройство накопителя столов - спутников на четыре позиции установлено перед станком.
Для охлаждения инструмента предусмотрены восемь отверстий, расположенных в корпусе шпинделя, через которые на инструмент подается смазочно-охлаждающая жидкость. Ее расход достигает 150 л/мин в зависимости от режимов резания. При этом охлаждаются шпиндельный узел и деталь, а также удаляется стружка.
На станке можно производить токарные операции с помощью ускоренного вращения стола. Широкий диапазон частот вращения шпинделя (до 5000 об/мин) и скоростей подач позволяет выбрать наиболее оптимальный режим обработки деталей из различных конструкционных материалов: от легких цветных сплавов до высокопрочных, легированных, вязких и жаропрочных сталей. Станок ИР320ПМФ4 имеет компактную конструкцию, оснащен СЧПУ класса CNC. Общий вид станка приведена рисунке4, система координат станка приведена на рисунке 5. Технические характеристики станка сведены в таблицу9.
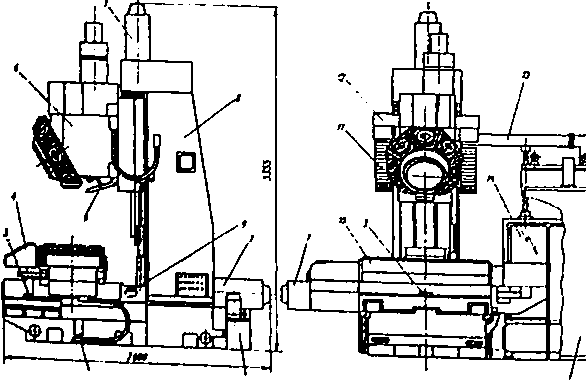
Рисунок 4 -. Общий вид станка модели СФП500А8
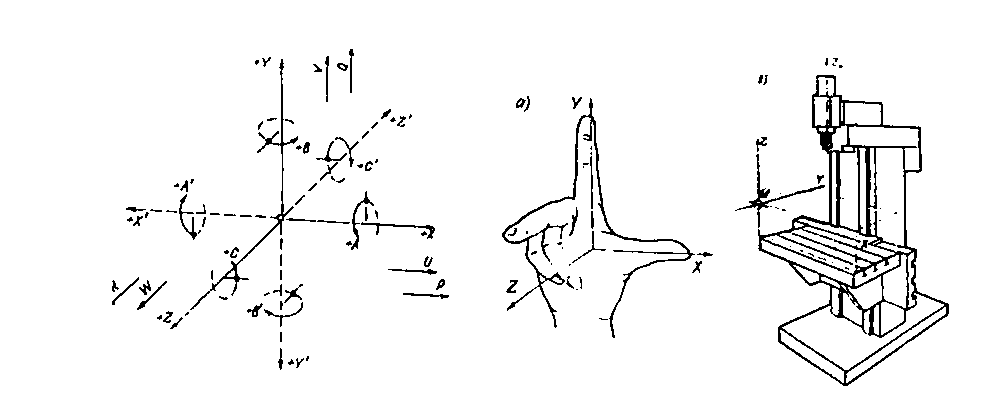
Рисунок5 - Стандартная СКС и правило правой руки
Таблица 9 Технические характеристики станка модели ИР320ПМФ4
Параметр |
Значение |
1 |
2 |
Размеры рабочей поверхности стола, мм Диаметр поворотной части стола, мм Перемещение стола, мм: продольное вертикальное поперечное |
320*320
- - 400 |
Перемещение шпиндельной бабки, мм: продольное вертикальное |
400 360 |
Расстояние от плоскости стола до оси шпинделя, мм: наименьшее наибольшее |
- 400 |
Расстояние от торца шпинделя до середины стола, мм: наименьшее наибольшее |
35 400 |
Конус шпинделя (по ГОСТ 15945-82) Частота вращения, мин1: шпинделя стола |
7:24 №40
13-5000 0,05-200 |
… |
… |
Число управляемых координат |
5 |
Дискретность отсчета по осям X. У. Z, мм |
0,001 |
Число одновременно управляемых координат |
3 |
… |
|
На чертеже вычертить подробные эскизы посадочных поверхностей станка (они ещё называются базовые или присоединительные – для приспособления и для инструмента), указать их размеры.
На чертеже вычертить эскиз габаритов рабочего пространства станка.
Основную
информацию по оборудованию брать из
паспорта станка или из источников:
габариты
рабочего пространства и установочных
баз станков -[3], стр. 488;[1], стр.65;
технические
характеристики оборудования -
[
1], стр.25; [2 т. 2], стр.5.
Если в ходе прохождения технологической практики не удалось найти готовый эскиз габаритов рабочего пространства, его изображают, руководствуясь отдельными пунктами технических характеристик станка и знаниями компоновки станка:
Перемещение шпиндельной бабки, ми: продольное вертикальное |
400 360 |
Расстояние от плоскости столе до оси шпинделя, мм: наименьшее наибольшее |
400 |
Расстояние от торца шпинделя до середины стола, мм: наименьшее наибольшее |
35 400 |
и т.д.