

1.4.4 Инструментальная оснастка операционного процесса
За основу берётся заводская операционная карта (OK). ОК тщательно анализируется: изучаются этапы обработки по порядку использования инструментов, изучается траектория перемещения каждого инструмента. Вся используемая оснастка д.б. стандартная (ГОСТ, ОСТ, ТУ, ISO и т. д.), при невозможности допускается использование специальных инструментов.
Резцы, фрезы, расточные оправки, по возможности свёрла д.б. сборной конструкции с использованием СМП. Помимо № и ГОСТа инструмента необходимо знать № и ГОСТ CMП.
В
графе «Эскиз обработки» изобразить
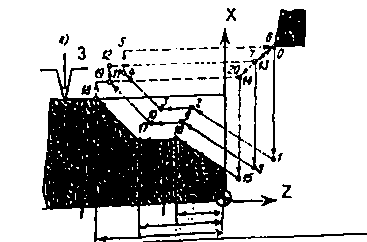
операционные эскизы по ходу техпроцесса:
изображается
обрабатываемая заготовка + изображается
первый РИ (Т01);
Ось
шпинделя изображается в зависимости
от компоновки станка.
Комплект
оснастки располагается относительно
заготовки в исходной точке (т.е. в «0
программы» -
здесь
на безопасном расстоянии происходит
смена РИ). Для полного
представления
траектории перемещения РИ чаще изображают
два вида эскизов (сверху и спереди).
условными
обозначениями указать базирование
детали на каждом операционном эскизе;
на
эскизе указываются все размеры
необходимые для выполнения данного
этапа обработки;
на
каждом эскизе указать траекторию
движения инструмента (рабочие ходы
изображаются сплошными линиями на
расстоянии 0,5-1 мм от обрабатываемой
поверхности, холостые - штрихпунктирными;
все опорные точки проставляются с
особой точностью и нумеруются (далее
в п. в таблице ... будут определены
координаты всех опорных точек)).
После проведения всестороннего вышеизложенного анализа необходимо перечислить все переходы обработки по данной операции в таблице. Пример:
Таблица7 - Операционный процесс обработки
Наименование перехода |
Эскиз обработки |
Комплект оснастки |
1 |
2 |
3 |
1 Точить поверхности по контуру выдерживая размеры |
|
Т01 РИ: Резец 035-2301-/020 ОСТ 4И20-2-80; ВИ: Резцедержатель 191831063 ТУ 2-035-978-85: СИ: Штангенциркуль ШЦ1-125-0,1 ГОСТ 166-89. |
Зенковать фаски в отверстии в размер…
|
Эскиз
|
Т02 РИ: ВИ: СИ: |
и т.д. |
|
|
1.4.5 Расчёт координат опорных точек
Рассчитать координаты опорных точек движения инструментов; траектории перемещения и опорные точки уже изображены в п. 1.4.4 в таблице.
Внимание: данная таблица заполняется после окончательного выполнения п. 2.1, 2.4 и оформления листов 2, З и 4, т. К. габаритные размеры комплектов оснастки и приспособления могут существенно повлиять на траектории перемещения.
Таблица 8 - Координаты опорных точек
Этапы обработки |
№ опорных точек |
Координаты опорных точек, мм |
||
Z |
Y |
X |
||
1 |
2 |
3 |
4 |
5 |
1. Центровка отверстий: |
1,7 |
+1 |
-44 |
0 |
ускоренный подвод |
2,8 |
+ 1 |
-22 |
0 |
|
3.9 |
+1 |
0 |
0 |
|
4,10 |
+ 1 |
+22 |
0 |
|
28 |
+ 12 |
+25 |
4 |
|
5,11 |
+ 1 |
+44 |
0 |
|
6 |
+ 1 |
0 |
0 |
|
12 |
+ 1 |
0 |
0 |
Продолжение таблицы 8
1 |
2 |
3 |
4 |
5 |
рабочий ход |
13,19 |
-9,57 |
-44 |
0 |
|
14,20 |
-9,57 |
-22 |
0 |
|
15,21 |
-9,57 |
0 |
0 |
|
16,22 |
-9,57 |
+22 |
0 |
|
17,23 |
-9,57 |
+44 |
0 |
|
18 |
-9,57 |
0 |
0 |
|
24 |
-12,45 |
0 |
0 |
Сверление отверстия диаметром 10мм Ускоренный подвод
|
12 |
+ 1 |
0 |
0 |
рабочий ход |
25 |
-103 |
0 |
0 |
И т.д. |
|
|
|
|