

1.6 Технологическая схема производства конвертированного газа
Природный газ, содержащий до 80 мг/м3 серы, поступает на производство аммиака с давлением 0,5-0,9 МПа и распределяется на два потока - для технологического процесса и для сжигания.
Для гидрирования сероорганических соединений в технологический поток природного газа подается азотоводородная смесь в количестве, обеспечивающем содержание водорода в газовой смеси перед сероочисткой, равной 10 % об. При нормальной работе агрегата азотоводородная смесь поступает после стадии метанирования, в пусковой период - подается со стороны.
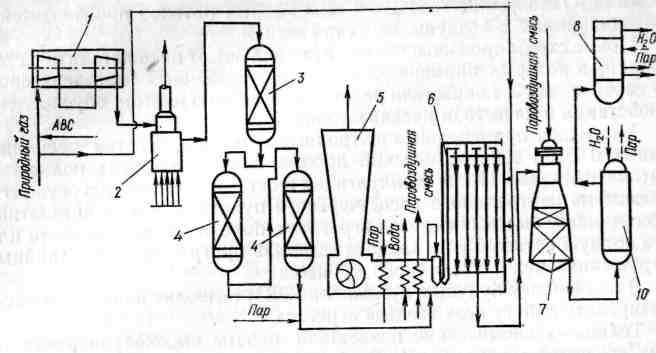
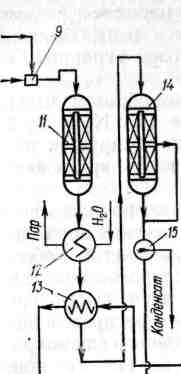
Рисунок 1.3 - Технологическая схема получения конвертированного газа в агрегате синтеза аммиака мощностью 1360 т/сутки
Природный газ, смешанный с азотоводородной смесью, поступает на центробежный компрессор 1 (рисунок 1.3), в котором сжимается до давления 4,1-4,5 МПа. Затем газовая смесь перед поступлением на сероочистку нагревается в огневом подогревателе 2 до температуры 670 К дымовыми газами, образующимися при сжигании природного газа. После огневого подогревателя газовая смесь проходит реактор гидрирования сероорганических соединений 3, который загружен алюмо-кобальт-молибденовым или алюмо-никель-молибденовым катализатором, и затем последовательно проходит два сероочистные аппарата 4 для поглощения сернистых соединений, загруженных массой на основе оксида цинка. При насыщении поглотителя серой его заменяют свежим, не останавливая агрегат. После сероочистки газовая смесь, очищенная до содержания серы не менее 0,5 мг/м3, с температурой 640 К и давлением 3,9 МПа направляется на паровую конверсию метана в трубчатую печь 6. Перед печью газовая смесь смешивается с водяным паром до соотношения «пар:природный газ», равного 3,7:1.
После смешения парогазовая смесь с температурой 620-650 К направляется в подогреватель, расположенный в конвекционной зоне трубчатой печи, где нагревается за счет теплоты дымовых газов до температуры 780-810 К. Нагретая парогазовая смесь направляется в реакционные трубы печи паровой конверсии метана 6.
В реакционных трубах на никелевом катализаторе под давлением 3,6 МПа, при температуре на выходе 1100 К и объемной скорости 1750 ч-1 осуществляется эндотермический процесс паровой конверсии метана и других углеводородов с получением водорода, оксидов углерода (II), (IV) в соотношении, близком к равновесному, при температуре 1000 К. Содержание остаточного метана в конвертированном газе на выходе из труб печи паровой конверсии близко к равновесному и составляет 9,2-10 % об.
Теплоту, необходимую для эндотермического процесса паровой конверсии метана, получают за счет сжигания смеси природного газа с танковыми и продувочными газами в горелках, размещенных на потолке печи между рядами реакционных труб. Трубчатая печь, кроме радиационной зоны с реакционными трубами, оснащена конвекционной зоной с блоком теплоиспользующей аппаратуры (БТА) и вспомогательной печью, в которой за счет сжигания природного газа образуется пар давлением 10,5 МПа. Дымовые газы после вспомогательной печи направляются в конвекционную зону печи. Теплота дымовых газов, выходящих из печи при температуре 1310 К, используется:
- для подогрева парогазовой смеси, поступающей в реакционные трубы, до температуры 780-800 К;
- для подогрева паровоздушной смеси, направляемой в конвертор метана II ступени, до температуры 755 К;
- для перегрева пара в двухступенчатом пароперегревателе до 760 К;
- для подогрева деаэрированной воды, поступающей на питание котлов, от 375 до 590 К;
- для подогрева природного газа, подаваемого на сжигание в горелках трубчатой печи, до температуры 420 К.
Дымовые газы трубчатой печи после использования их теплоты в БТА с температурой 470-510 К выбрасываются дымососами через дымовую трубу 5 в атмосферу. В новых технологических схемах предусмотрена каталитическая очистка дымовых газов от оксидов азота.
После трубчатой печи конвертированная парогазовая смесь по футерованному соединительному трубопроводу подается в шахтный конвертор метана второй ступени 7. Конверсия остаточного метана в нем осуществляется паром и воздухом на никелевом катализаторе.
В верхней части шахтного конвертора расположен смеситель, в который через центральную трубу поступает паровоздушная смесь с температурой 755 К, а по кольцевому пространству - парогазовая смесь с температурой 1100 К. Воздух в конвертор подается центробежным компрессором с приводом от конденсационной паровой турбины. Он не должен содержать соединений серы и хлора.
Количество воздуха для процесса подбирают таким образом, чтобы перед отделением синтеза аммиака обеспечить соотношение Н2:N2 = 3:1. Перед подачей в конвертор метана в воздух постоянно дозируется пар с давлением 4,1 МПа и температурой 640 К. Соотношение «пар : воздух» составляет 0,1 : 1.
После смесителя парогазовоздушная смесь поступает на никелевый катализатор. Для предохранения от перегрева и обеспечения нормальной работы катализатора над ним в конверторе метана имеется свободный объем, где происходит горение части газа с кислородом воздуха. Процесс конверсии метана осуществляется при температуре на выходе 1270 К и объемной скорости 3500 ч-1. Остаточное содержание метана в сухом конвертированном газе составляет 0,35-0,55 % об.
Конвертированная парогазовая смесь после шахтного конвертора метана охлаждается в котлах-утилизаторах I ступени 10, II ступени 8 и с температурой 650 К направляется через увлажнитель 9 на конверсию оксида углерода (II).
После увлажнителя конвертированная смесь с соотношением «пар:газ» = 0,57 поступает в конвертор I ступени 11, где на среднетемпературном железохромовом катализаторе при температуре на выходе 723 К, объемной скорости до 2000 ч-1 протекает реакция конверсии оксида углерода (II) с водяным паром. Остаточное содержание оксида углерода (II) после конвертора I ступени составляет 3,7 % об. (в расчете на сухой газ).
После конвертора I ступени теплота парогазовой смеси используется для получения насыщенного пара с давлением 10,5 МПа в котле-утилизаторе 12. При этом парогазовая смесь охлаждается до 603 К.
Затем парогазовая смесь охлаждается до температуры 493 К в подогревателе 13, нагревая при этом очищенный от диоксида углерода конвертированный газ перед метанированием до 573 К. После подогревателя парогазовая смесь с температурой 493 К и соотношением «пар:газ» = 0,45 поступает в конвертор оксида углерода (II) II ступени 14, где на низкотемпературном медьсодержащем катализаторе при объемной скорости 2000 ч-1 и температуре на выходе 523 К происходит конверсия оксида углерода (II) с водяным паром до содержания оксида углерода (II) СО в конвертированном газе 0,15 - 0,5 % об. (в расчете на сухой газ).
После конвертора оксида углерода (II) II ступени конвертированный газ направляется через охладитель 15 в кипятильники МЭА-раствора. В охладителе газ охлаждается до 450 К.