

3.3 Карбонизация аммонизированного рассола
3.3.1 Физико-химические основы процесса карбонизации
На станции карбонизации протекают абсорбция диоксида углерода аммонизированным рассолом и осаждение образующегося гидрокарбоната натрия. В общем виде этот процесс описывается уравнением:
NaCl(p) + NH3(r) + СО2 (г) + Н2О (ж) → NaHCО3(тв.) + NH4Cl (p) (3.5)
Количество диоксида углерода, абсорбированного аммонизированным рассолом, характеризуется степенью карбонизации системы Rc, которая представляет собой отношение количества поглощенного диоксида углерода (включая содержание его в твердой фазе), т. е. [СО2 общ.], к общему содержанию аммиака в жидкой фазе. Количество диоксида углерода в твердой фазе, эквивалентное осажденному гидрокарбонату натрия NaHCО3, определяется по содержанию в растворе связанного аммиака, т. е. по той части хлорида аммония, содержащегося в растворе, которая соответствует осажденному гидрокарбонату натрия NaHCO3. При Rс=200 % (т. е. когда на 1 н.д. аммиака приходится 2 н.д. диоксида углерода) все соли угольной кислоты существуют в системе в виде гидрокарбонатов. В этом случае уравнение (3.5) можно записать в следующем виде:
NaCl(p) + NH4 HCO3(р) → NaHCО3 (тв.,р) + NH4C1 (p) (3.6)
В условиях производства обычно достигаемая величина степени карбонизации системы Rс составляет 187—193 %.
Абсорбция диоксида углерода аммонизированным рассолом представляет собой хемосорбционный процесс. Активным компонентом, реагирующим с абсорбируемым диоксидом углерода, является свободный аммиак. Процесс карбонизации в данной системе можно разделить на две стадии: первая, начальная, стадия протекает без выделения гидрокарбоната натрия в осадок; вторая стадия осложняется его кристаллизацией.
Исследуя растворимости солей, участвующих в реакции (3.6), определено, что в пределах температур 0-30 °С стабильной парой солей являются хлорид аммония NH4CI и гидрокарбонат натрия NаНСО3. С увеличением концентрации исходных веществ количество осажденного гидрокарбоната натрия возрастает. Поэтому в производстве соды стремятся подавать из скважин рассол с максимально возможной концентрацией хлорида натрия, а также предотвращать возможное разбавление рассола при его очистке и аммонизации.
Повышение концентрации аммиака в растворе ограничено выделением в осадок из карбонизованного раствора гидрокарбоната аммония NH4HCO3. При температуре 30 °С, близкой к производственной, отношение [NH3общ.] : [С1-общ.] примерно равно единице. Так как в процессе карбонизации около 15 % аммиака выдувается из раствора карбонизующим газом, это отношение в аммонизированном рассоле, поступающем на карбонизацию, поддерживается равным 1,10-1,15.
Достижение максимально возможной степени карбонизации зависит от концентрации диоксида углерода в карбонизующем газе при прочих одинаковых условиях. Диоксид углерода поступает на карбонизацию из содовых и известковых печей. Газ из содовых печей, содержащий 85-90 % диоксида углерода, идет на карбонизацию полностью. К нему добавляют необходимое количество газа известковых печей, содержащего 33-40 % диоксида углерода. Все потери диоксида углерода в производстве восполняются подачей газа известковых печей, поэтому увеличение его потерь приводит к уменьшению его средней концентрации в газе, поступающем на карбонизацию, что крайне нежелательно. Следовательно, потери диоксида углерода из газа, поступающего в производство, должны быть минимальными.
Для увеличения выхода осажденного гидрокарбоната натрия требуется снизить температуру карбонизованного раствора.
К качеству кристаллов
гидрокарбоната натрия предъявляются
высокие требования - кристаллы должны
быть достаточно крупными (100-200 мкм) и
однородными по размеру и форме. От
соблюдения этих требований зависит
работа последующих аппаратов -
вакуум-фильтров, содовых печей, а также
качество готового продукта - соды.
Мелкие, илистые или сросшиеся игольчатые
кристаллы трудно фильтруются и
промываются, забивают поры 
 фильтрующей
ткани и удерживают много влаги и маточного
раствора, что в свою очередь способствует
увеличению расхода тепла в содовых
печах и повышению содержания хлорид-иона
в готовой соде.
фильтрующей
ткани и удерживают много влаги и маточного
раствора, что в свою очередь способствует
увеличению расхода тепла в содовых
печах и повышению содержания хлорид-иона
в готовой соде.
Для получения крупных и однородных кристаллов большое значение имеют периоды образования кристаллических зародышей и их дальнейшего роста. Чем больше кристаллических зародышей образуется в начальный период, тем большее число кристаллов получится в результате и тем меньше будут их конечные размеры, так как определенное количество кристаллической массы распределится на большее число кристаллов. В лучшем случае происходит срастание отдельных мельчайших веретенообразных кристаллов в виде «снопов» или друз. Такие сростки плохо отмываются от маточника и удерживают много влаги. Поэтому для получения крупных монолитных кристаллов («бочек») в начальный период кристаллизации необходимо создать такие условия, при которых число образующихся зародышей не было бы чрезмерно большим, т. е. скорость кристаллизации была бы относительно невелика. В целом, при повышении температуры на стадии образования кристаллических зародышей снижается скорость кристаллизации, т. е. уменьшается число образующихся кристаллических зародышей и тем самым повышается качество конечных кристаллов. Поэтому в производственных условиях в зоне образования кристаллических зародышей увеличивают температуру до 60-65 °С.
Для дальнейшего роста образовавшихся зародышей пересыщение поддерживают путем охлаждения и карбонизации раствора. Однако по мере выпадения в осадок гидрокарбоната натрия, т. е. снижения концентрации ионов натрия в растворе, пересыщение уменьшается и к выходу суспензии из карбонизационной колонны приближается к нулю.
Увеличение пересыщения зависит не только от снижения температуры, но и от скорости ее снижения, так как снятие пересыщения проходит не мгновенно, а протекает во времени. Поэтому при резком снижении температуры пересыщение увеличивается в большей степени.
Аналогично на пересыщение влияет и скорость абсорбции диоксида углерода (например, при повышении его давления в карбонизующем газе). Чем выше скорость, тем быстрее растет пересыщение. Поэтому, чтобы в процессе кристаллизации избежать резкого возрастания пересыщения, приводящего к образованию новых кристаллических зародышей, необходимо исключить возможность резкого охлаждения раствора и повышения концентрации диоксида углерода в карбонизующем газе. Это требование особенно важно при кристаллизации первых 30 н.д. гидрокарбоната натрия, когда еще нет достаточного количества зародышей кристаллов, уменьшающих возможность образования новых центров кристаллизации, так как выделение твердой фазы происходит легче на поверхности уже образовавшихся кристаллов.
Постепенное равномерное охлаждение раствора в процессе кристаллизации гидрокарбоната натрия необходимо и для правильного роста образующихся кристаллов, которые должны иметь форму коротких цилиндров («бочек»). При постепенном охлаждении раствора, когда образуются кристаллы удовлетворительного качества, температура суспензии, выходящей из карбонизационной колонны, как установлено практикой, снижается до 25—30 °С.
В процессе карбонизации внутренние поверхности карбонизационной колонны постепенно покрываются коркой гидрокарбоната натрия, кристаллизующегося из раствора. Приставшие к поверхности кристаллы облегчают последующее отложение кристаллической массы. Поэтому слой осадка постепенно увеличивается, а свободное сечение для прохода жидкости и карбонизующего газа уменьшается. Возрастают линейная скорость движения газа в суженных местах и сопротивление прохождению жидкости с верха в низ колонны. При сильном засорении движение жидкости через суженный участок может совсем прекратиться («жидкость подвисает»). Ниже этого участка суспензия подается на вакуум-фильтры. В результате опорожнения колонны снижается сопротивление столба жидкости в колонне и уменьшается давление газа на входе в колонны.
Отложение кристаллов на охлаждающей поверхности снижает ее теплопроводность. Нормальная работа колонны нарушается, поэтому ее необходимо периодически промывать. Однако промывку колонны не рекомендуется проводить до полного растворения осевшей корки гидрокарбоната натрия вследствие коррозионного разрушения поверхности железа и загрязнения соды образующимся оксидом жeлeзa.
Карбонизационную колонну промывают аммонизированным рассолом, поступающим из отделения абсорбции. Этот рассол содержит свободный аммиак, который взаимодействует с осажденным на стенках колонн гидрокарбонатом натрия, переводя его в хорошо растворимый карбонат натрия:
2NaНСО3 (тв.) + 2NH4ОН (р) = Na2CO3 (p) + (NH4)2CО3 (р) + Н2О.
Образующийся при этом карбонат аммония - также хорошо растворимое соединение. Без промывки колонна работает 3-4 суток. Промывка длится 16-20 ч. Чтобы обеспечить непрерывность процесса карбонизации, устанавливают несколько карбонизационных колонн.
Для лучшего перемешивания жидкости, а следовательно, для ускорения растворения осадка в промывную колонну подают снизу из известковых печей газ, содержащий 35-40 % диоксида углерода. Таким образом, промывка колонны совмещается с предварительной карбонизацией аммонизированного рассола. В этот период карбонизационную колонну, находящуюся на промывке, называют колонной предварительной карбонизации.
Предварительная карбонизация аммонизированного рассола позволяет уменьшить долю газа известковых печей, подаваемого на осадительные колонны, что повышает среднюю концентрацию диоксида углерода в поступающем газе. В свою очередь, увеличение концентрации диоксида углерода способствует повышению степени использования натрия в процессе карбонизации и, в целом, росту производительности осадительных колонн. По мере поглощения диоксида углерода в колонне предварительной карбонизации КЛПК концентрация свободного аммиака в аммонизированном рассоле снижается, и уменьшается скорость растворения гидрокарбоната натрия. На практике установлено, что для поддержания оптимальной скорости промывки содержание диоксида углерода в жидкости после колонны предварительной карбонизации КЛПК не должно превышать 60 н.д.
Предельное количество диоксида углерода, которое можно ввести в раствор при предварительной карбонизации, ограничено возможностью кристаллизации гидрокарбоната натрия; последняя не должна начинаться прежде, чем жидкость поступит в осадительную колонну. Эта критическая степень карбонизации составляет примерно 82 %, что соответствует содержанию в жидкости 80 н.д. диоксида углерода. Следовательно, при предварительной карбонизации в аммонизированный рассол можно ввести более 60 н.д. диоксида углерода без опасения выделения в твердую фазу гидрокарбоната натрия. Такую дополнительную, более глубокую карбонизацию в современных технологических схемах осуществляют в первом промывателе газа осадительных колонн ПГКЛ-1, где жидкость, прошедшая колонну предварительной карбонизации КЛПК, поглощает диоксид углерода из газа, выходящего из осадительных колонн, до содержания 65—72 н. д.
Наличие в технологической схеме промывателя газа колонн ПГКЛ-1 дает возможность поддерживать более высокую концентрацию диоксида углерода в газе после осадительных колонн. Это способствует его поглощению в верхней части колонны, ускоряет начало процесса кристаллизации гидрокарбоната натрия и тем самым расширяет зону кристаллизации в осадительной колонне, повышает ее производительность, сохраняя высокое качество кристаллов. Таким образом, первый промыватель газа колонн ПГКЛ-1 можно рассматривать как дополнительную реакционную емкость осадительных колонн.
В отделении карбонизации поглощается 820—840 кг диоксида углерода, из них 77—80 % - в осадительной колонне, 15 % - в колонне предварительной карбонизации КЛПК, примерно 2—6 % в промывателе газа колонн ПГКЛ-1 и около 2 % в промывателе газа колонн ПГКЛ-2. Степень использования диоксида углерода в отделении карбонизации достигает примерно 85 %. Потери диоксида углерода компенсируются подачей слабого газа известковых печей, что снижает среднюю концентрацию диоксида углерода в карбонизующем газе. Поэтому, несмотря на имеющийся излишек газа известковых печей, необходимо стремиться к максимальному использованию диоксида углерода в газе, поступающем в отделение карбонизации.
При поглощении диоксида углерода выделяется тепло. При этом температура жидкости повышается, возрастает давление аммиака над раствором и усиливается его выдувание из раствора карбонизующим газом. Поэтому в процессе предварительной карбонизации полезно охлаждать жидкость, для этого до или после промывателя газа колонн ПГКЛ-1 ставят холодильник жидкости. Можно также охлаждать жидкость в колонне предварительной карбонизации. Для этого в холодильники, которыми оборудована колонна (см. ниже), вводят охлаждающую воду. Недостатком такого способа отвода тепла является необходимость из-за пониженной температуры промывать колонну в течение более продолжительного времени, не изменяя концентрацию диоксида углерода в жидкости после промывки, или же снижать концентрацию диоксида углерода в жидкости после колонны предварительной карбонизации КЛПК, не изменяя продолжительности промывки.
3.3.2 Технологическая схема отделения карбонизации
С учетом сделанных замечаний схему отделения карбонизации можно представить в следующем виде (см. рисунок 3.3).
Аммонизированный рассол из сборника центробежным насосом подают в верхнюю часть промывной колонны КЛПК. На схеме промывной колонной служит карбонизационная колонна 1. В ее нижнюю часть компрессором подают газ известковых печей. Проходя через колонну, аммонизированный рассол растворяет осевший на внутренних поверхностях колонны гидрокарбонат натрия и поглощает диоксид углерода из газа. Для охлаждения жидкости в холодильники промывной колонны подают охлаждающую воду.
Рисунок 3.3 - Технологическая схема отделения карбонизации |
Раствор, вышедший из колонны предварительной карбонизации КЛПК и содержащий не более 60 н.д. диоксида углерода, обычно самотеком, а иногда с помощью центробежного насоса или газлифта подают в первый промыватель газа колонн 2, в нижнюю часть которой поступает газ из осадительных колонн 7 и из колонны предварительной карбонизации КЛПК. Колонны группируют в серии по 4-5 штук. Каждая колонна серии через 3-4 сут. попеременно работает в качестве промывной колонны. |
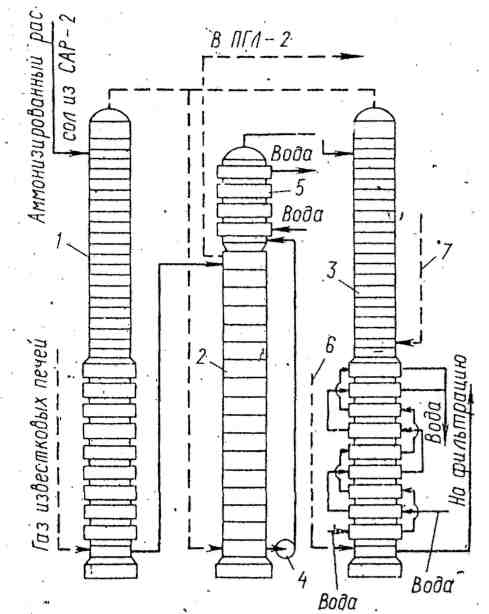
В промывателе газа колонн ПГКЛ-1 раствор дополнительно поглощает диоксид углерода из газа после осадительных колонн, причем среднее содержание диоксида углерода в растворе становится около 70 н.д. Далее раствор поступает в сборник (на рисунке 3.3 не показан), а затем центробежным насосом 9 распределяется по четырем осадительным колоннам 3.
Для охлаждения жидкости в схеме предусматривают холодильник 5, устанавливаемый до или после промывателя газа колонн ПГКЛ-1. Преимущество охлаждения жидкости до промывателя заключается в уменьшении уноса аммиака из промывателя, а недостаток - в снижении скорости поглощения и степени извлечения диоксида углерода из газа осадительных колонн. Газ из проывателя газа колонн ПГКЛ-1 уходит через брызгоуловитель в отделение абсорбции и поступает во второй промыватель газа колонн для улавливания аммиака.
Диоксид углерода подают в осадительные колонны из содовых и известковых печей. По мере поглощения диоксида углерода в колонне равновесное давление диоксида углерода над раствором увеличивается. Поэтому для сохранения движущей силы абсорбции на достаточно высоком уровне в нижнюю часть колонны, где жидкость наиболее насыщена диоксидом углерода, компрессором подают газ, содержащий 70-80 % диоксида углерода. Последний получают смешением газа содовых печей (87-91 % диоксида углерода) с газом известковых печей (35-40 % диоксида углерода). При подаче в нижнюю часть осадительных колонн концентрированного газа (газ первого ввода) получают раствор с высокой степенью карбонизации и тем самым достигают более высокой степени использования натрия. Оставшуюся часть газа известковых печей подают другим компрессором через второй ввод, расположенный над царгами с охлаждающими трубами (на содовых предприятиях их называют холодильными бочками) рабочих колонн, где жидкость менее насыщена диоксидом углерода и его концентрация в газе, идущем снизу по колонне, приближается к концентрации диоксида углерода в газе известковых печей.
Подача части газа через второй ввод, где сопротивление столба жидкости в колонне меньше, снижает расход энергии на сжатие газа. Кроме того, уменьшение количества газа в нижней части колонны, где проходит густая суспензия, содержащая на выходе из колонны до 26 % масс. осажденного гидрокарбоната натрия, снижает возможность подвисания в колонне.
Для охлаждения карбонизуемого раствора нижнюю часть колонны составляют из охлаждающих элементов. В трубках холодильников снизу последовательно проходит охлаждающая вода. Охлажденная суспензия выводится снизу осадительных колонн и самотеком под давлением столба жидкости в колонне поступает в распределительный желоб, а оттуда - на вакуум-фильтры для отделения осажденного гидрокарбоната натрия от маточной жидкости.