

3.2 Аммонизация очищенного рассола
3.2.1 Физико-химические основы процесса
Поглощение аммиака и диоксида углерода рассолом является сложным хемосорбционным процессом. Аммиак относится к хорошо растворимым газам, скорость абсорбции которых велика и определяется лишь диффузионным сопротивлением газовой пленки. Диоксид углерода плохо растворяется в воде, скорость его абсорбции рассолом мала и определяется сопротивлением жидкостной пленки.
В присутствии аммиака процесс поглощения диоксида углерода осложняется обратимой химической реакцией, протекающей в жидкой фазе. Кроме того, в присутствии аммиака заметно снижается равновесное давление диоксида углерода над рассолом. Так, над выходящим из абсорбера аммонизированным рассолом, содержащим 100 н.д. аммиака (в содовой промышленности условились выражать концентрацию веществ в жидкости в «нормальных делениях» - 1 н.д. соответствует 1/20 моль экв. в 1 л раствора), равновесное давление диоксида углерода при 70 °С равно1060 Па (8 мм рт. ст.). В газе дистилляции, поступающем на абсорбцию, парциальное давление диоксида углерода равно примерно 133 Па (100 мм рт. ст.). Большая движущая сила абсорбции обеспечивает высокую скорость поглощения диоксида углерода аммонизированным рассолом.
Основной поток аммиака, составляющий примерно 460 кг/т соды, поступает на станцию аммонизации-абсорбции из отделения дистилляции, где проводится разложение хлорида аммония и углеаммонийных солей, содержащихся в маточной жидкости после фильтров и в слабой жидкости. Меньшее количество аммиака (75 кг/т) поступает на станцию аммонизации с газами из отделения карбонизации и около 4 кг/т с воздухом, отсасываемым из барабанных вакуум-фильтров. Все эти потоки газа содержат кроме аммиака диоксид углерода и водяные пары. Так, с газами дистилляции на 1 т соды поступает примерно 260 кг диоксида углерода и 140 кг водяного пара, с газами карбонизации — 70 кг диоксида углерода и 40 кг водяного пара, малое количество - с воздухом вакуум-фильтров.
Аммиак в производстве кальцинированной соды служит для накопления в рассоле гидрокарбонат-ионов НСО3- в виде гидрокарбоната аммония NH4HCO3 и для связывания иона хлора в виде хлорида аммония NH4C1:
NaCl + NH4 HCО3 → NaHCO3 + NH4Cl.
Аммиак не входит в состав конечного продукта и после регенерации из хлорида аммония возвращается вновь на аммонизацию рассола.
Аммиак растворяется в воде с выделением тепла:
NH 3(г) + Н2О(ж) → NH4ОН(р) + 35,2 кДж. (3.1)
В водном растворе устанавливается равновесие между гидратированной и негидратированной формами аммиака:
NH 3(р) + Н2O (ж) ↔ NH4OH(p).
Диоксид углерода плохо растворяется в воде, и процесс гидратации растворенного диоксида углерода протекает медленно. С другой стороны, растворенный негидратированный диоксид углерода легко взаимодействует с негидратированным растворенным аммиаком, образуя карбамат аммония:
СO2(р) + 2NH3(р) → NH2 COONH4 (р) + 68,3 кДж. (3.2)
Эта реакция протекает через следующие вероятные промежуточные стадии:
NH3 + CО2 → NH2COO- + H+,
NH3 + H+ → NH4 +.
Образующийся карбамат аммония представляет собой соль слабых кислоты и основания, гидролизуясь в растворе:
NH2COONH4 (р) + Н2O (ж) → NH4HCO3 (p) + NH3 (р) - 27,6 кДж. (3.3)
 В
результате растворенный диоксид углерода
переходит в гидратированную форму
гидрокарбонат-иона НСО3-.
Однако гидролиз карбамата аммония, так
же как и гидратация диоксида углерода,
протекает медленно.
В
результате растворенный диоксид углерода
переходит в гидратированную форму
гидрокарбонат-иона НСО3-.
Однако гидролиз карбамата аммония, так
же как и гидратация диоксида углерода,
протекает медленно.
Между образующимся гидрокарбонатом аммония и свободным аммиаком (в виде NH3 или NH4OH) в растворе устанавливается равновесие:
NH4НСO3(р) + NH3(р) [или NH4ОН(р)]↔ (NH4)2CO3(p) +Н2O(Ж) + 35,2 кДж. (3.4)
По мере поглощения диоксида углерода концентрация свободного аммиака уменьшается и равновесие реакций (3.3) и (3.4) сдвигается в сторону образования кислой соли (гидрокарбоната аммония) и накопления гидрокарбонат-ионов НСО3-. Так как гидролиз карбамата протекает медленнее реакции его образования, то при поглощении диоксида углерода аммонизированным рассолом получают неравновесные (пересыщенные) по отношению к карбамату растворы (карбаматное пересыщение).
С течением времени в результате протекания указанных реакций в жидкой фазе достигается равновесие между карбонат-, гидрокарбонат- и карбамат-ионами и свободным аммиаком (в виде NH3 и NH4OH), а в газовой фазе устанавливается равновесное давление диоксида углерода и аммиака. С повышением температуры скорость гидролиза карбамата аммония возрастает, ускоряется снятие карбаматного пересыщения.
Присутствие диоксида углерода в рассоле снижает равновесное давление аммиака над раствором и тем самым способствует его поглощению. В газе, поступающем в абсорбер из отделения дистилляции, которое работает в режиме повышенного давления, парциальное давление аммиака равно примерно 58,5 кПа (440 мм рт. ст.), и выходящий из абсорбера аммонизированный рассол содержит около 100 н.д. аммиака и 40 н.д. диоксида углерода. На основании уравнений можно рассчитать, что при таком содержании диоксида углерода в растворе температура жидкости, предельно-допустимая для абсорбции аммиака, равна 70 °С. При этой температуре равновесное давление паров аммиака достигает 58,5 кПа (440 мм рт. ст.). В отсутствие диоксида углерода в растворе эта температура будет ниже и составит 56 °С. Следовательно, в этом случае для поглощения 100 н.д. аммиака потребовалось бы более глубокое охлаждение раствора.
Таким образом, в отделении абсорбции должна быть обеспечена высокая степень очистки отходящих газов от аммиака, поэтому здесь газы промывают свежим рассолом или рассолом, содержащим минимальное количество аммиака. Кроме того, в отделении абсорбции должен быть получен рассол, содержащий 100— 106 н.д. аммиака. Для этого необходимо отводить тепло, выделяющееся при растворении аммиака и диоксида углерода в рассоле и их взаимодействии, а также при конденсации водяных паров.
3.2.2 Технологическая схема отделения абсорбции
В зависимости от способа отвода тепла различают несколько технологических схем отделения аммонизации-абсорбции. Чаще всего применяются схемы с охлаждением только жидкой фазы или одновременно и жидкой, и газовой. На рисунке 3.2 показана схема отделения абсорбции с одновременным охлаждением обеих фаз.
Рисунок 3.2 – Технологическая схема отделения абсорбции |
Очищенный рассол подают в напорный бак 1, откуда самотеком рассол направляется в промыватели. Во второй промыватель газа колонн (ПГКЛ-2) 3 обычно поступает 75 % всего количества рассола; остальные 25 % - в промыватель воздуха фильтров (ПВФЛ) 2. Из ПВФЛ и ПГКЛ-2 рассол двумя потоками поступает в ПГАБ 4. В промывателе воздуха фильтров поглощается аммиак из воздуха, прошедшего через фильтрующую ткань вакуум-фильтров и содержащего 0,5—2,0 % об. аммиака, увлекаемого из фильтровой жидкости. |
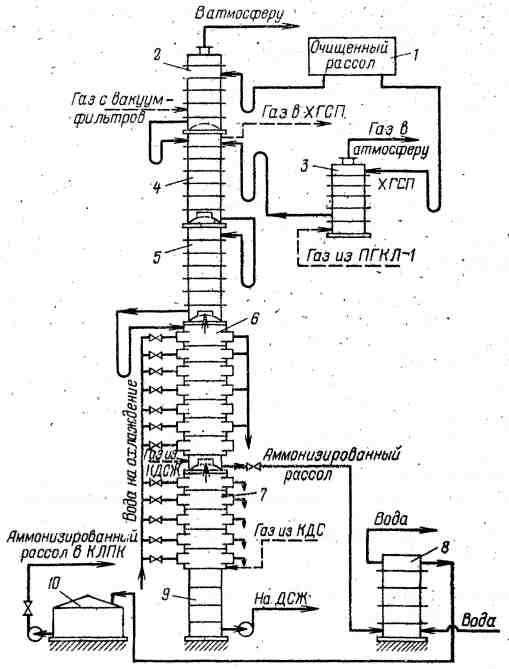
В промывателе 4 рассол поглощает аммиак, оставшийся в газе после абсорберов. Наконец, в ПГКЛ-2 извлекается аммиак из отходящих газов отделения карбонизации, содержащих до 10 % об. аммиака.
После промывки отходящих газов рассол из ПГАБ 4 поступает в первый абсорбер АБ-1 5, а затем во второй абсорбер АБ-2 6. Противотоком рассолу через второй абсорбер АБ-2, а затем первый абсорбер АБ-1 проходит аммиачный газ из отделения дистилляции. Этот газ поступает в отделение абсорбции при 70 °С. Перед поступлением во второй абсорбер АБ-2 он охлаждается до 58 °С в холодильнике газа дистилляции ХГДС 7.
В первом абсорбере АБ-1 5 поглощается примерно половина аммиака, поступающего из отделения дистилляции. Попутно из газа извлекается также диоксид углерода. В результате поглощения аммиака и его взаимодействия с диоксидом углерода температура рассола в первом абсорбере АБ-1 возрастает до 60-63 °С. Дальнейшее поглощение аммиака во втором абсорбере 6 протекает одновременно с охлаждением рассола и газа в трубчатых холодильниках, расположенных внутри второго абсорбера АБ-2. Охлаждающие трубки холодильников орошаются сверху через распределительную плиту рассолом из первого абсорбера АБ-1, а снизу в межтрубном пространстве поднимается газ из холодильника газа дистилляции ХГДС. Выделяющееся при поглощении газов тепло отводится охлаждающей водой, проходящей внутри трубок.
Аммонизированный рассол, выходящий из второго абсорбера АБ-2 при 65 оС, охлаждается далее в холодильнике 8 и при температуре не более 40 °С поступает в сборник аммонизированного рассола САР 10. Из напорного бака, расположенного на высоте 48,5 м, рассол проходит все аппараты самотеком, что облегчает регулирование потоков, устраняет возможность утечки рассола через сальники насосов и позволяет уменьшить расход электроэнергии. Чтобы обеспечить движение рассола самотеком из второго абсорбера АБ-2 через холодильник в сборник аммонизированного рассола САР, второй абсорбер располагают на постаменте 9 на высоте 12,5 м.
Постамент 9 является сборником конденсата, образующегося в холодильнике газа дистилляции ХГДС при охлаждении влажного газа, который поступает из конденсатора дистиляции КДС отделения дистилляции. Конденсат, содержащий аммиак и диоксид углерода, передается в дистиллер слабой жидкости ДСЖ для отгонки аммиака и диоксида углерода. Последние возвращаются в процесс и поступают, минуя холодильник газа дистилляции ХГДС, но пройдя свой холодильник (ХГДСЖ), непосредственно во второй абсорбер 6. Газ из промывателя воздуха фильтров ПВФЛ удаляется вакуум-насосами в атмосферу. Газ из промывателя газа абсорбции ПГАБ, содержащий не менее 75 % об. диоксида углерода, с помощью вакуум-насоса удаляется и смешивается перед промывателем газа содовых печей ПГСП или перед холодильником газа содовых печей ХГСП с диоксидом углерода газа содовых печей. Далее этот газ смешивается в определенном соотношении с диоксидом углерода газа известковых печей, компримируется и поступает на карбонизацию в виде крепкого (смешанного) газа. Газ из промывателя газа колонн ПГКЛ-2 выбрасывают в атмосферу.