Практическая работа №5 «Ознакомление с процессом сварки трубопроводов га пластмасс»
ЗАДАНИЕ: 1. Ознакомится с процессом сварки трубопроводов га пластмасс.
2. Описать характеристики и параметры процесса сварки трубопроводов из пластмасс.
Реологические процессы, протекающие в шве. имеют решающее значение 8 получении шэа высохого качества.
Трубы диаметром свыше 50 мм с толщиной стенки более 2 мм обычно соединяют стыковым швом, трубы диаметром менее 50 мм сваривают враструб.
Торцы труб, соединяемые стыковыми швами, нагревают плоским нагревателем, имеющим форму диска (для труб малых диаметров) и форму кольца (для труб большого диаметра свыше 200— 250 мм). Эти нагреватели в зависимости от конструкции могут нагреваться газовыми горелками, в муфельных исчах либо встроенными нагревателями (обычно электроспнраль, стальная лента большого омического сопротивления или трубчатые электронагревательные элементы — ТЭНы).
Электрическая мощность нагревателей зависит от диаметра труб и составляет 600 Вт для труб диаметром до 100 мм до 10 кВт для труб диаметром более 1000 мм. Нагреватель, как правило, снабжается терморегуляторами, обеспечивающими стабильную температуру с погрешностью не более ±5° С.
В табл. I приведена характеристика дисковых нагревателей.
ТАБЛИЦА I. ХАРАКТЕРИСТИКА НАГРЕВАТЕЛЕЙ ДЛЯ КОНТАКТНОЙ СВАРКИ ТРУБ ОПЛАВЛЕНИЕМ
Максимальный диаметр свариваемых труб, мм |
Мощность, кВт |
Напряжение рабочее, С |
Диапазон регулирования температуры, вС |
Габарит, мм |
Масса, кг |
110 |
0,45 |
36 |
20—250 |
I65X280 |
1,3 |
160 |
1 |
220 |
20—250 |
210X170 |
2 |
225 |
1.6 |
36 |
20—250 |
360X280 |
5,4 |
При сааркс винипласта иногда применяют нагреватели, имеющие ребристую поверхность; высота и шаг пилообразных ребер состааляет2,5 - 4,5 мм.
Технологический цикл получения хорошего качества сварного соединения груб складывается из следующих операций: точной центровки концов труб, чтобы была устранена их эллипс ноет и и смещение кромок не превышало 10% толщины стенок труб;
механической обработки кромок с целью удаления окисленных и загрязненных слоев материала, а также обеспечивания параллельности кромок, подлежащих нагреву и сварке. Разность по зазору а стыке не должка превышать 0,8—1.5 мм:
оплавления кромок нагревателем. Температура и время огшавле-ния зависят а основном от материала, геометрических параметров труб, удаления нагревателя н осадки;
выдержки после осадки для обеспечивания остывания кромок под давлением, предупреждающим снижение качества стыка при протекании релаксационных процессов после осадки. Ориентировочные параметры режима контактной стыковой сварки труб приведены в табл.2.
Все эти операции осуществляются при помощи сварочных устройств и трубосварочных машин (табл.3).
Таб. 2 Технологические параметры контактной стыковой сварки оплавлением труб диаметром 100-500 мм
Материал труб |
Толщина стенки,мм |
Давление, кг/см" |
Время оплавления,с |
Температура нагревателя, С |
Технологи ческая пауза, с |
Время охлаждения стыка, .мин. при температуре окружающей среды, С |
||||
При оплавлении |
осадки |
-20 |
0 |
+20 |
+40 |
|||||
ПЭНД |
2-6 |
0.2-0,3 |
1,2-1,3 |
45 |
250±10 |
2 |
3 |
4 |
4 |
5 |
|
7-10 |
0,4-0,5 |
1,4-1,6 |
55 |
250±10 |
3 |
5 |
6 |
8 |
10 |
|
11-15 |
0,6 |
1,8-2 |
65 |
250±10 |
5 |
8 |
10 |
11 |
12 |
ПЭВД |
2-6 |
0.2-0,3 |
1,2-1,3 |
35 |
200±10 |
2 |
3 |
4 |
4 |
5 |
|
7-12 |
0,4-0,5 |
1,4-1,7 |
50 |
200±10 |
3 |
5 |
6 |
8 |
10 |
Полипропи |
2.5-5 |
0,3 |
1Д |
45 |
240±10 |
3 |
3 |
4 |
4 |
5 |
лен |
|
|
|
|
|
|
|
|
|
|
|
6-8,5 |
0,4 |
1,4 |
55 |
240±10 |
3 |
5 |
6 |
9 |
10 |
Винипласт |
7-10 |
0,6 |
4-5 |
30-40 |
240-260 |
2 |
Не рекомендуется |
10 |
12 |
|
Фтороплас |
2-10 |
0,8 |
5-8 |
60-90 |
340-380 |
Без паузы |
Охлаждение под давлением до температуры 300°С в течение 90-120с |
|||
т-4 |
|
|
|
|
|
|||||
|
10-20 |
0,9 |
15-18 |
90-100 |
340-380 |
|||||
Таб 3. Характеристики трубосварочных устройств
Устройства |
Диаметр свариваемых труб, мм |
Привод для осадки |
Тип нагревателя и его мощность, кВт |
Усилие, осадки, Н |
Габарит, м |
Масса, кг |
Трубосварочные клещи |
25-75 |
Ручной |
Отдельный, 0,6' |
300 |
0,42x0,115x0,168 |
3,2 (без вкладышей) |
То же |
80-150 |
» |
То же, 0,6 |
500 |
0,7x0,217x0,235 |
9,5 (без вкладышей) |
Комплектное сварочное устройство СА-! 19 |
50-110 |
|
Инвентарный, 0,25 |
500 |
0,5x0,4x0,56 |
6 |
СА-59 |
141-160 |
» |
0.30 |
800 |
0,5x0,4x0,56 |
10 |
УСП-69 |
50-325 |
Ручной |
1,5 |
600 |
1,2x0,6x0,55 |
40 |
УСП-5 |
119-325 |
Гидравлический |
Встроенный, 2,2 |
3500 |
1,8x1,15x1,18 |
820 |
3721А |
160-315 |
» |
То же. 1,5 |
2800 |
1.44x1.7x0,942 |
705 |
УМСТ-09 |
80-200 |
» |
Инвентарный, 1 |
5000 |
1,12x0,6x0,268 |
104 (без вкладышей) |
УСКП-6 |
140-630 |
» |
То же. 3,8 |
6000 |
80 |
|
Трубосварочные машины состоят, как правило, из следующих главных сборочных единиц; основания или станины, на которой крепятся захваты или наружные центраторы, предназначаемые для закрепления концов труб; нагревателя с температурным датчиком, терморегулирующим устройством и таймером. Один или оба захватаподвижны, их привод может быть механическим, гидравлическим или пневматическим. Для сварки труб при обсадке скважин захваты располагаются по вертикальной оси.
На станине сварочной установки или отдельно от нее располагают пульт1 управления, в станине находятся моторы, насосы, ресиверы и разводка.
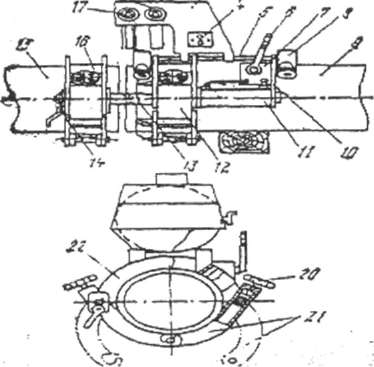
В установках конструкции ВНИИСТа на станине расположена следящая система, обеспечивающая полуавтоматический нагрев и осадку. На рис. I и 2 показаны установки для сварки трубопроводов в полевых условиях. Установку УСКП-6 перемещают вручную по свариваемому трубопроводу.' Сварочная установка УСП-5 передвигается на четырехколесном пневмоходу вдоль трубопровода; ее также можно использовать для полустационарной сварки. Производительность установки при сварке труб диаметром 100— 200 мм составляет обычно S—7 стыков в I ч.
При контактной сварке труб враструб одновременно оплавляется внутренняя поверхность раструба ч наружная поверхность конца трубы. После оплавления на заданную глубину конец трубы быстро вдвигается в раструб. Сварка враструб выполняется на таких же установках, что и • стыковая сварка. Однако нагреватель в этом случае состоит из двух элементов: гильзы для оплавления конца трубы и дорна для оплавления внутренней поверхности раструба. Дорн и раструб могут иметь цилинд- I — электропривод; 2 — механическая фреза; рическую или слегка коничесхую поверхность (конусность 1/16—1/12). Раз- 3—кронштейн; 4 — пульт управления; 5 — на- кость между диаметром гильзы и дорна у цилиндрического инструмента правляющие; б—рукоятха насоса; 7 — насос; должна составлять 0,5—1 мм. Режим сварки враструб приведен в табл.. $ — роликовые опоры; 9 — свариваемая труба; Сварка закладным и нагревателям осуществляется путем нагрева сва-
10 — несушие ребра; а гидро-цнлиидр; 12 риваемых поверхностей тохом, пропускаемым по металлическому провод-
— зажимкой цект-ратор: /Я—шток; 14— нику.
ручка; Усилие в зоне плавления, необходимое для сварки, создается вследствие'
IS — свариваемая труба; IS— подвижный теплового расширения нагреваемого и расплавляемого материала, центратор; 17, 18— маховички; /9 — электронагреватель; 20 — винтовой зажим; 21, 22 — верхний и нижний полухомут
Этим методом очень удобно сваривать трубы (раструбные соединения) в труднодоступных местах.
Для сварки труб спираль из проволоки повышенного электрического сопротивления располагается обычно а раструбной части фасонной детали (муфты тройника, угольника и т. д.;). Спираль заделывается при формовании или отливхе фитингов.
Рис.
1 Сварочная установка УСКП-6 конструкции
ВНИИСТа и ВНИПИтрэнс- прогресса
Рис.
2 Установка УСП-5 с гидроприводом для
контактной сварки пластмассовых труб