

Сапр спиральных сверл
САПР РИ – сверло можно представить в виде отдельных блоков, каждый из которых может функционировать в системе самостоятельно. Кроме того, в отдельные подсистемы могут быть выделены отдельно этапы проектирования, например, определение основных конструктивных элементов (диаметр, длина), выбор инструментального материала. Укрупненная блок-схема САПР РИ - сверло приведена на рис.231.
В качестве исходных данных (блок 1) выбирается набор необходимых и достаточных параметров для заданных условий: номинальный диаметр отверстия; нижнее и верхнее предельные отклонения диаметра отверстия; длина сверления; код обрабатываемого материала детали; наличие корки; окалины и т.п.; жесткость системы СПИД; скорость резания; способ изготовления канавок сверла (фрезерованием, методом пластического деформирования, вышлифовыванием, литьем); станки обычного назначения, универсальные, специальные и полуавтоматы, автоматы, автоматические линии, станки с ЧПУ и др. В качестве исходной выступает информация, к которой относят таблицы по выбору инструментального материала, таблица коэффициентов, зависящих от свойств обрабатываемого материала. Эта информация должна храниться на магнитном диске или ленте и в нужный момент вызываться в определенную точку программы расчета сверла.
Блок 2 необходим для контроля правильности введенных параметров и оформления документации.
Блок 3 помогает определить, принадлежат ли введенные исходные данные области допустимых значений.
При выборе материала режущей части (блок 5) составляется карта выбора оптимальной марки инструментального материала, которая заполняется на основе справочных материалов, нормалей, данных заводов и экспериментальных данных.
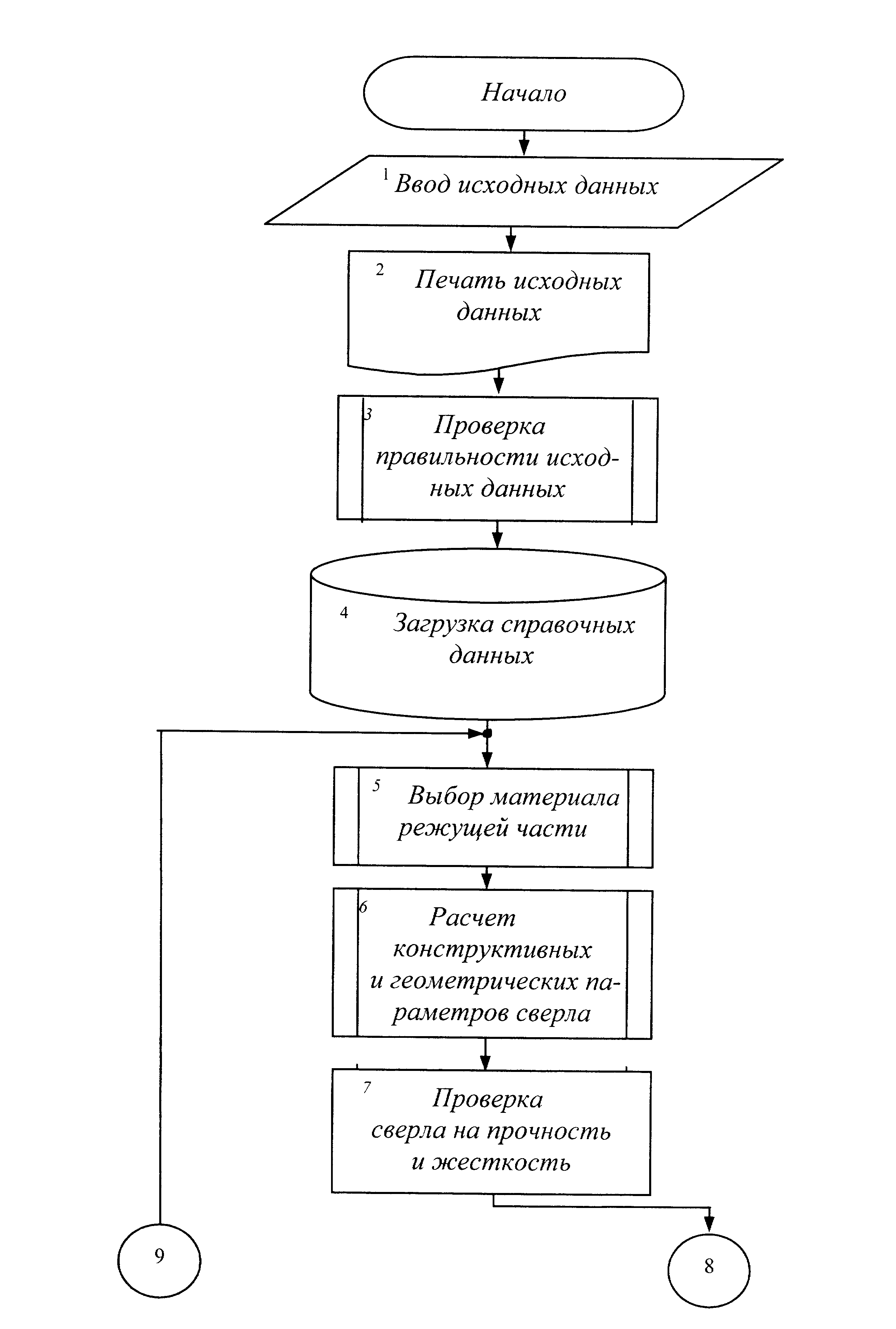
Рис.231. Обобщенная блок-схема проектирования сверла (начало)
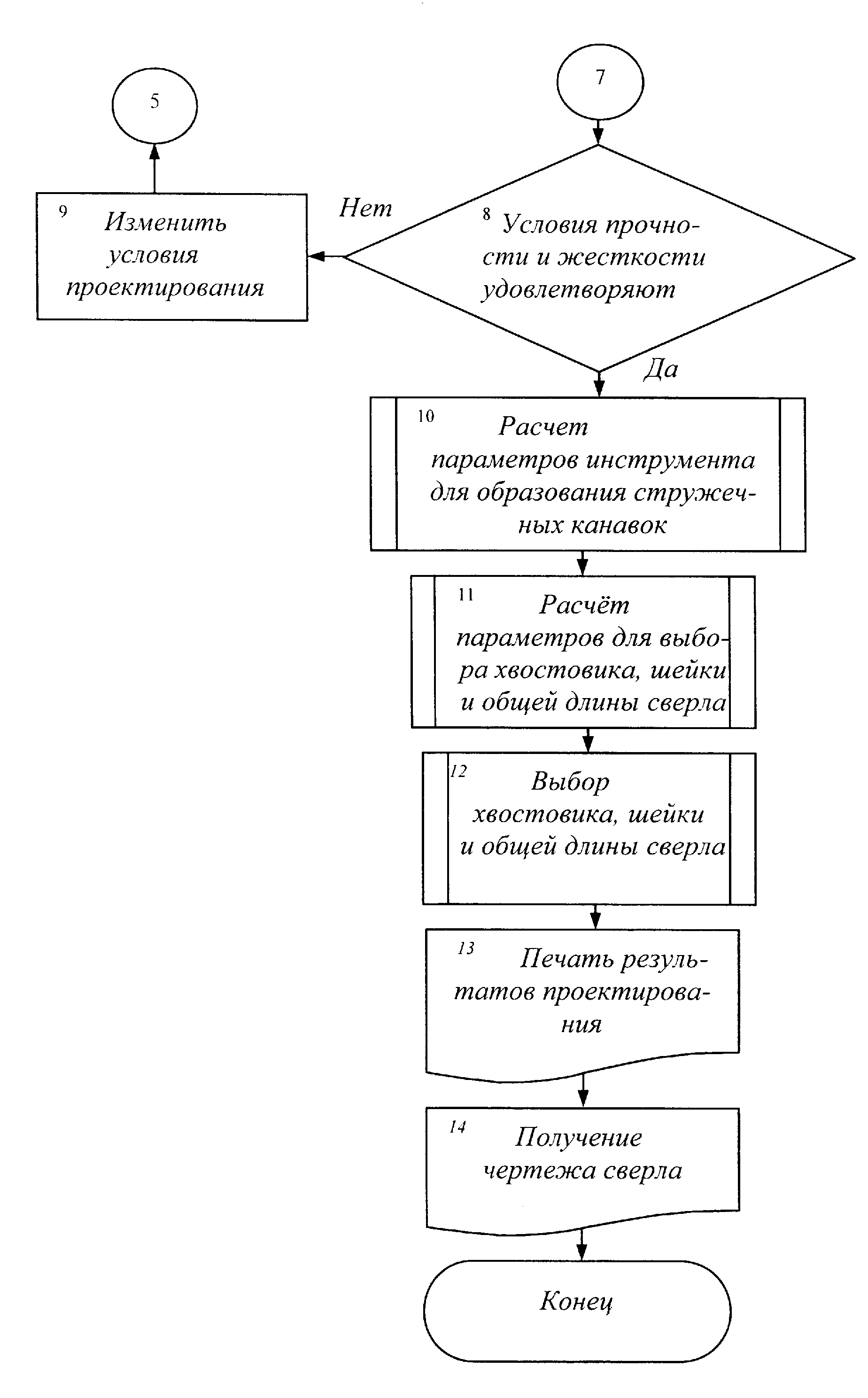
Рис.231. Обобщенная блок-схема проектирования сверла (окончание)
Р ис.232.
Состав основных проектных модулей САПР
РИ – сверло
ис.232.
Состав основных проектных модулей САПР
РИ – сверло
Анализ действующих факторов на конструкцию сверла показывает, что многие конструктивные и геометрические параметры зависят от свойств обрабатываемого материала (угол наклона стружечной канавки , угол в плане – угол режущей части; угол ). Установить точно функциональные связи между геометрическими параметрами и физико-механическими свойствами обрабатываемых материалов в виде аналитических зависимостей не представляется возможным. Формализацию этих связей выполняют на основе информационного массива данных в форме табличных данных или в виде многоранговых матриц (блок 6).
Блоки 7…12 – реализуют на основе эмпирических зависимостей, приведённых в учебной и справочной литературе.
Состав основных проектных модулей САПР РИ- сверло показан на рис.232.
Типовые задачи и этапы проектирования ри
Проектирование принципиально нового вида (типа) инструмента.
Проектирование специального инструмента, т.е. известного вида, но для конструктивных условий эксплуатации.
Проектирование стандартного инструмента, т.е. инструмента известного типа для диапазона конкретных условий эксплуатации.
Подбор из имеющихся стандартных инструментов конкретного типоразмера для заданных конкретных условий эксплуатации.
Весь процесс конструирования состоит из двух фаз:
а). Первая фаза подготовительная. Включает теоретические и экспериментальные разработки, подготовку исходных данных для последующей второй фазы (данные о обрабатываемой детали, данные о способе обработки, станке, приспособлении, экономике производства и т.п.)
б). Вторая фаза – это собственно проектирование РИ. Состоит из трех этапов:
1. I этап – эскизное проектирование. Чаще выполняется технологом: обоснование вида инструмента на основе анализа кинематических схем резания, выбор станка (например, зубонарезание).
2. II этап – техническое проектирование: обоснование типа инструмента (например, червячная фреза), выбор или создание конструктивной схемы инструмента, основных частей и конструктивных параметров инструмента (без детализации), т.е. принимаются основные решения по принципиальному устройству инструмента.
3. III этап – рабочее проектирование: выбор оптимального варианта конструктивного оформления и параметров конструкции (выполняется деталировка, спецификация и технические требования, уточняются материалы, условия термообработки, увязываются размеры, параметры шероховатости и т.п.).