

«Основи теорії плавки»
Виконав ст. гр. ЛВ-04- О.О.Петриченко
Керів. роботи доц., канд. техн. наук В.В.Ткач
Робота здана на перевірку ___________________________
Захист відбувся ___________________________
Оцінка відмінно1 ____________________
підпис викладача
Кривий Ріг 2006
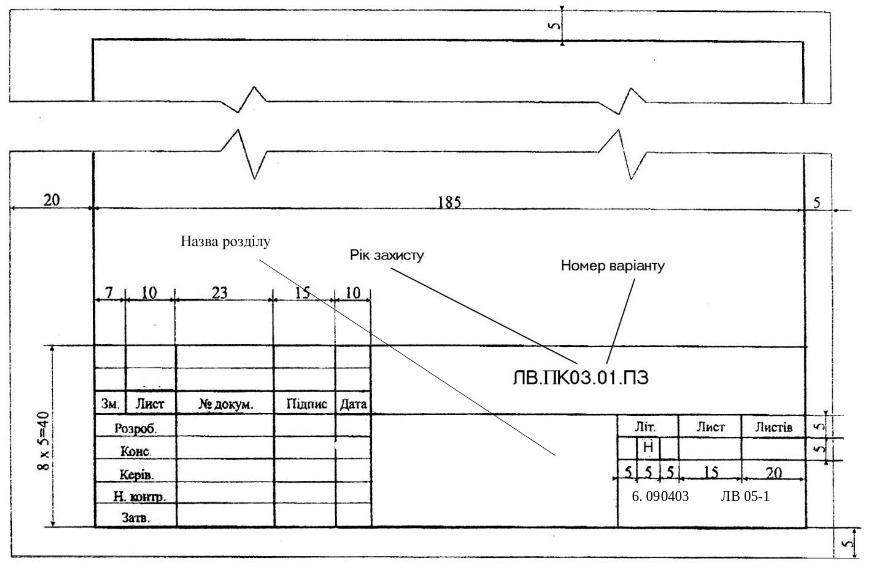
Рис.7.1 – Напис на аркушах реферату, вступу, змісту, перших аркушах інших розділів
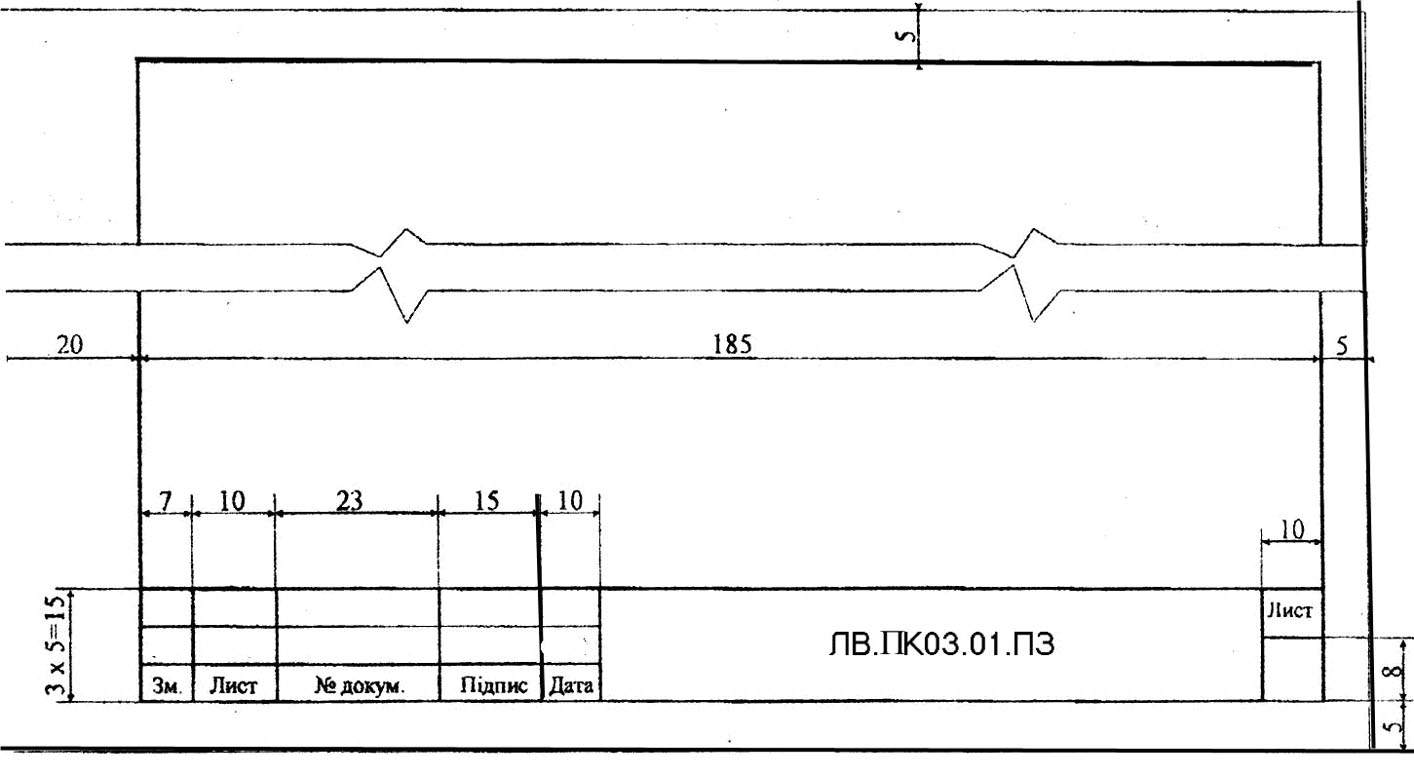
Рис. 7.2 – Основний напис на решті аркушів
Графічна частина проекту: загальний вигляд плавильного агрегату - переріз по футерівці розрахованої дугової сталеплавильної печі (один лист формату А2, приклади у [9]).
Литература
1. Ойкс Г.Н., Йоффе Х.М. Производство стали. (Расчеты).-М,: Металлургиздат, 1969 г.
2. Еднерал Ф.П., Филиппов А.Ф. Расчёты по электрометаллургии стали и ферросплавов.-М: Металлургиздат, 1972 г.,230с.
3. Явойский В.И. Теория процессов производства стали.-М., Металлургиздат.-1963, 820с.
4. Егоров, А.В. Электроплавильные печи черной металлургии : Учебник для вузов. - М. : Металлургия, 1985. - 280 с.
5. Электрические промышленные печи: Дуговые печи и установки специального нагрева: Учебник для вузов / Свенчанский А.Д., Жердев И.Т., Кручинин A.M. и др.; под ред. А.Д. Свенчанского. 2-е изд., перераб. и доп. - М. :Энергоиздат, 1981. - 296 с.
6. Устройство и работа сверхмощных дуговых сталеплавильных печей /Поволоцкий Д.Я., Гудим Ю.А., Зинуров И.Ю.и др. - М. : Металлургия, 1990. -176с.
7. Сойфер, В.М., Кузнецов, Л.Н. Дуговые печи в сталелитейном цехе. - М. : Металлургия, 1989. - 176 с.
8. Егоров, А.В. Расчет мощности и параметров электропечей черной металлургии: Учеб. пособие для вузов. - М. : Металлургия, 1990. - 280 с.
9. Дуговые сталеплавильные печи. (Атлас) / И.Ю.Зинуров, А.И.Строганов, Л.К.Кузнецов и др. - М.: Металлургия, 1978. - 180 с.
10. Электрометаллургия стали и ферросплавов / Д.Я.Поволоцкий, В.Е.Рощин, М.А.Рысс и др. - М.: Металлургия, 1974. - 550 с.
ДОДАТКИ
Додаток А
Таблиця 1.
Хімічний склад вуглецевого лома
Номер варіанта |
C |
Si |
Mn |
P |
S |
Fe |
1 |
0,2 |
0,3 |
0,5 |
0,05 |
0,05 |
залишок |
2 |
0,3 |
0,3 |
0,6 |
0,06 |
0,06 |
залишок |
3 |
0.4 |
0,4 |
0,4 |
0,04 |
0,04 |
залишок |
4 |
0,5 |
0,4 |
0,3 |
0,07 |
0,07 |
залишок |
5 |
0.6 |
0,3 |
0,3 |
0,03 |
0,03 |
залишок |
Таблиця 2
Хімічний склад електродного бою
Номер варіанта |
1 |
2 |
3 |
4 |
5 |
С |
99,0 |
98,0 |
97,0 |
98,5 |
97,5 |
Зола |
1,0 |
2,0 |
3,0 |
1,5 |
2,5 |
Таблиця 3
Хімічний склад феромарганцю (ДСТ 4755-80)
Номер варіанта |
Марка |
Mn |
C |
Si |
P |
S |
Fe |
1 |
ФМн 1,0 |
85,0 |
1,0 |
2,0 |
0,3 |
0,03 |
залишок |
2 |
ФМн 1,5 |
85,0 |
1,5 |
2,5 |
0,3 |
0,03 |
залишок |
3 |
ФМн 2,0 |
75,0 |
2,0 |
2,0 |
0,35 |
0,03 |
залишок |
4 |
ФМн 78 |
78,0 |
7,0 |
2,0 |
0,35 |
0,03 |
залишок |
5 |
ФМн 75 |
75,0 |
7,0 |
1,0 |
0,45 |
0,03 |
залишок |
6 |
ФМн 70 |
70,0 |
7,0 |
2,0 |
0,55 |
0,03 |
залишок |
Таблиця 4
Хімічний склад феросиліція (ДСТ 1415-78)
Номер варіанта |
Марка |
Si |
Al |
Mn |
Cr |
S |
P |
Fe |
1 |
ФС-90 |
87-95 |
3,5 |
0,2 |
0,2 |
0,02 |
0,03 |
залишок |
2 |
ФС-75 |
74-80 |
2,5 |
0,3 |
0,3 |
0,02 |
0,05 |
залишок |
3 |
ФС-65 |
63-68 |
2,5 |
0,4 |
0,4 |
0,02 |
0,05 |
залишок |
4 |
ФС-45 |
41-47 |
2,0 |
0,6 |
0,5 |
0,02 |
0,05 |
залишок |
Таблиця 5
Хімічний склад алюмінію вторинного для розкислення (ДСТ 295-79Е)
Номер варіанта |
1 |
2 |
3 |
4 |
5 |
Марка |
АВ 97 |
АВ 92 |
АВ 91 |
АВ 88 |
АВ 86 |
Al |
97,0 |
92,0 |
91,0 |
88,0 |
86,0 |
Fe |
3,0 |
8,0 |
9,0 |
12,0 |
14,0 |
Таблиця 6
Хімічного складу магнезиту (стіни й під)
Номер варіанта |
CaO |
MgO |
SiO2 |
Al2O3 |
Fe2O3 |
1 |
3,5 |
90,2 |
3,5 |
0,8 |
2,0 |
2 |
4,5 |
88,3 |
3,2 |
1,0 |
3,0 |
3 |
5,0 |
87,8 |
3,8 |
0,9 |
2,5 |
4 |
4,0 |
88,5 |
4,2 |
1.1 |
2.2 |
5 |
4,2 |
88,0 |
4,5 |
0,8 |
2,5 |
Таблиця 7
Хімічний склад магнезитхромита (склепіння)
Номер варіанта |
CaO |
MgO |
SiO2 |
Al2O3 |
Fe2O3 |
Cr2O3 |
1 |
2,0 |
66,0 |
6,5 |
4,0 |
11,5 |
10,0 |
Таблиця 8
Хімічний склад залізної руди
Номер варіанта |
CaO |
MgO |
SiO2 |
Al2O3 |
Fe2O3 |
P2O5 |
H2O |
1 |
0,1 |
0,3 |
6,3 |
2,5 |
90,0 |
0,15 |
0,65 |
2 |
0,8 |
1,0 |
6,8 |
3,0 |
88,0 |
0,15 |
0,25 |
3 |
1,5 |
1,5 |
7,4 |
3,0 |
86.0 |
0,2 |
0.40 |
4 |
1,6 |
1,8 |
7,9 |
3,7 |
84,0 |
0.2 |
0,80 |
5 |
1,7 |
2,0 |
9,5 |
3,8 |
82,0 |
0,25 |
0,75 |
Таблиця 9
Хімічний склад плавикового шпату
Номер варіанта |
CaO |
SiO2 |
Al2O3 |
Fe2O3 |
CaF2 |
CO |
S
|
1 |
0,4 |
3,1 |
0,2 |
0,8 |
95,0 |
0,3 |
0,2 |
Таблиця 10
Хімічний склад вапна
Номер варіанта |
CaO |
MgO |
SiO2 |
Al2O3 |
Fe2O3 |
P2O5 |
CO |
S |
H2O |
1 |
92,0 |
3,3 |
2,5 |
1,0 |
0,6 |
0,1 |
0,2 |
0,1 |
0,2 |
2 |
94,0 |
2.0 |
1,3 |
0,8 |
1,0 |
0,1 |
0,2 |
0,1 |
0,5 |
Таблиця 11
Хімічний склад золи електродів
Номер варіанта |
CaO |
SiO2 |
Al2O3 |
Fe2O3 |
1 |
11,8 |
56,5 |
31,7 |
- |
2 |
10,0 |
46,0 |
26,0 |
18,0 |
Таблиця 12
Хімічний склад золи шамоту
Номер варіанта |
CaO |
MgO |
SiO2 |
Al2O3 |
Fe2O3 |
1 |
0,7 |
0,3 |
62,0 |
35,0 |
2,0 |
2 |
0,8 |
0,2 |
61,0 |
36,0 |
2,0 |
Додаток Б
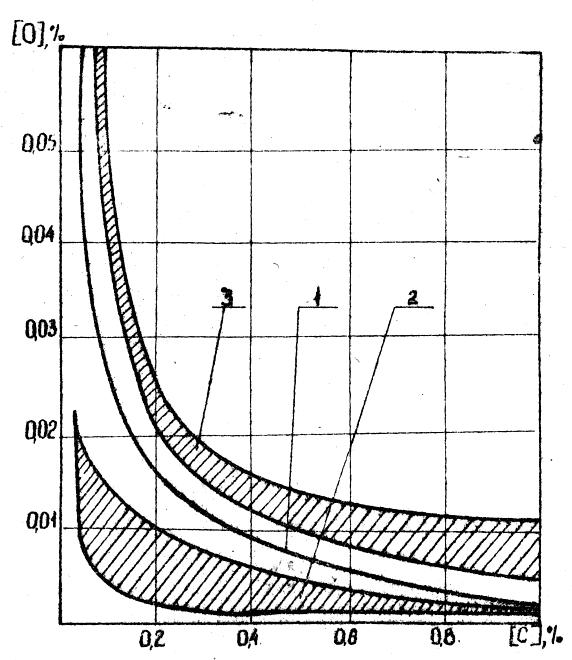
Схема рішення основного завдання розкислення
сталі різних марок.
1 - крива рівноваги з вуглецем;
2 - область нормального залишкового змісту кисню в металі після розкислення;
3 - область звичайного змісту кисень у металі перед розкисленням.
Додаток Г
Вихідні дані до виконання розділу 5
№ вар. |
№ табл. с вихідними даними (додаток А) |
|||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
1 |
1 |
2 |
3 |
4 |
5 |
5 |
1 |
1 |
1 |
1 |
2 |
1 |
2 |
2 |
3 |
4 |
1 |
1 |
4 |
1 |
2 |
1 |
2 |
1 |
1 |
3 |
3 |
4 |
5 |
2 |
2 |
3 |
1 |
3 |
1 |
1 |
2 |
2 |
4 |
4 |
5 |
6 |
3 |
3 |
2 |
1 |
4 |
1 |
2 |
1 |
2 |
5 |
5 |
1 |
1 |
4 |
4 |
1 |
1 |
5 |
1 |
1 |
2 |
1 |
6 |
1 |
2 |
2 |
1 |
5 |
5 |
1 |
1 |
1 |
2 |
1 |
1 |
7 |
2 |
3 |
3 |
2 |
1 |
4 |
1 |
2 |
1 |
1 |
2 |
2 |
8 |
3 |
4 |
4 |
3 |
2 |
3 |
1 |
3 |
1 |
2 |
1 |
2 |
9 |
4 |
5 |
5 |
4 |
3 |
2 |
1 |
4 |
1 |
1 |
2 |
1 |
10 |
5 |
1 |
6 |
1 |
4 |
1 |
1 |
5 |
1 |
2 |
1 |
1 |
11 |
1 |
2 |
1 |
2 |
5 |
5 |
1 |
1 |
1 |
1 |
2 |
2 |
12 |
2 |
3 |
2 |
3 |
1 |
4 |
1 |
2 |
1 |
2 |
1 |
2 |
13 |
3 |
4 |
3 |
4 |
2 |
3 |
1 |
3 |
1 |
1 |
2 |
1 |
14 |
4 |
5 |
4 |
1 |
3 |
2 |
1 |
4 |
1 |
2 |
1 |
1 |
15 |
5 |
1 |
5 |
2 |
4 |
1 |
1 |
5 |
1 |
1 |
2 |
2 |
16 |
1 |
2 |
6 |
3 |
5 |
5 |
1 |
1 |
1 |
2 |
1 |
2 |
17 |
2 |
3 |
1 |
4 |
1 |
4 |
1 |
2 |
1 |
1 |
2 |
1 |
18 |
3 |
4 |
2 |
1 |
2 |
3 |
1 |
3 |
1 |
2 |
1 |
1 |
19 |
4 |
5 |
3 |
2 |
3 |
2 |
1 |
4 |
1 |
1 |
2 |
2 |
20 |
5 |
1 |
4 |
3 |
4 |
1 |
1 |
5 |
1 |
2 |
1 |
2 |
21 |
1 |
2 |
5 |
4 |
5 |
5 |
1 |
1 |
1 |
1 |
2 |
1 |
22 |
2 |
3 |
6 |
1 |
1 |
4 |
1 |
2 |
1 |
2 |
1 |
1 |
23 |
3 |
4 |
1 |
2 |
2 |
3 |
1 |
3 |
1 |
1 |
2 |
2 |
24 |
4 |
5 |
2 |
3 |
3 |
2 |
1 |
4 |
1 |
2 |
1 |
2 |
25 |
5 |
1 |
3 |
4 |
4 |
1 |
1 |
5 |
1 |
1 |
2 |
1 |
Додаток Д
Вихідні дані до виконання розділу 5 і 6
Проектна частина |
Технологічна частина (розділ 5) Розрахувати матеріальний баланс плавки для сталі |
|||||||||
№ вар. |
m, т |
п, год-хв |
р, год-хв |
dм/hм |
||||||
марка |
С |
Mn |
Si |
не більше |
||||||
S |
P |
|||||||||
1 |
3,0 |
0-25 |
1-15 |
4,8 |
25Г2С |
0,20-0,29 |
1,20-1,60 |
0,60-0,90 |
0,055 |
0,075 |
2 |
3,5 |
0-25 |
1-15 |
4,5 |
28ГС |
0,24-0,32 |
0,60-1,00 |
0,70-1,00 |
0,055 |
0,075 |
3 |
5,0 |
0-25 |
1-00 |
4,8 |
55Л |
0,52-0,60 |
0,40-0,90 |
0,20-0,52 |
0,045 |
0,040 |
4 |
5,5 |
0-25 |
1-15 |
5,0 |
35ГС |
0,30-0,37 |
0,80-1,20 |
0,60-0,90 |
0,055 |
0,075 |
5 |
6,0 |
0-25 |
1-00 |
5,5 |
45ФЛ |
0,42-0,50 |
0,40-0,90 |
0,20-0,52 |
0,045 |
0,050 |
6 |
6,0 |
0-25 |
1-15 |
4,5 |
20ФЛ |
0,14-0,25 |
0,70-1,20 |
0,20-0,52 |
0,050 |
0,050 |
7 |
10 |
0-30 |
1-00 |
4,5 |
30ГСЛ |
0,25-0,35 |
1,10-1,40 |
0,60-0,80 |
0,040 |
0,040 |
8 |
10 |
0-30 |
1-15 |
5,2 |
35ГЛ |
0,30-0,40 |
1,20-1,60 |
0,20-0,40 |
0,040 |
0,040 |
9 |
12 |
0-35 |
1-00 |
4,5 |
32Х06Л |
0,25-0,35 |
0,40-0,90 |
0,20-0,40 |
0,05 |
0,05 |
10 |
17 |
0-35 |
1-15 |
4,5 |
45ГЛ |
0,42-0,50 |
0,90-1,2 |
0,2-0,45 |
0,040 |
0,040 |
11 |
20 |
0-35 |
1-00 |
4,5 |
35ХМЛ |
0,30-0,40 |
0,40-0,90 |
0,20-0,40 |
0,040 |
0,040 |
12 |
20 |
0-35 |
1-15 |
5,5 |
35ХГСЛ |
0,30-0,40 |
1,00-1,30 |
0,60-0,80 |
0,040 |
0,040 |
13 |
25 |
0-35 |
1-00 |
4,5 |
15ГНЛ |
0,12-0,20 |
0,80-1,40 |
0,20-0,40 |
0,030 |
0,030 |
14 |
35 |
0-35 |
1-00 |
4,5 |
09Г2С |
0,09-0,12 |
1,30-1,70 |
0,50-0,80 |
0,040 |
0,035 |
15 |
35 |
0-35 |
1-20 |
5,5 |
50Г |
0,48-0,56 |
0,70-1,00 |
0,17-0,37 |
0,035 |
0,035 |
16 |
40 |
0-40 |
1-00 |
4,5 |
35ГС |
0,30-0,37 |
0,80-1,20 |
0,60-0,90 |
0,045 |
0,040 |
17 |
40 |
0-40 |
1-00 |
4,0 |
14Г2 |
0,12-0,18 |
1,20-1,60 |
0,17-0,37 |
0,040 |
0,035 |
18 |
45 |
0-40 |
1-20 |
5,0 |
10Г2С1 |
0,09-0,12 |
1,30-1,65 |
0,80-1,10 |
0,040 |
0,035 |
19 |
45 |
0-45 |
1-20 |
4,5 |
36Г2С |
0,32-0,40 |
1,50-1,80 |
0,40-0,80 |
0,035 |
0,035 |
20 |
50 |
0-45 |
1-20 |
4,0 |
12Г2С |
0,09-0,15 |
1,30-1,70 |
0,50-0,80 |
0,040 |
0,035 |
21 |
80 |
0-45 |
1-30 |
5,0 |
50Г2 |
0,46-0,55 |
1,40-1,80 |
0,17-0,37 |
0,035 |
0,035 |
22 |
80 |
0-45 |
1-30 |
4,5 |
30Г |
0,27-0,35 |
0,70-1,00 |
0,17-0,37 |
0,035 |
0,030 |
23 |
100 |
0-45 |
1-30 |
4,8 |
50Л |
0,47-0,56 |
0,40-0,90 |
0,20-0,52 |
0,045 |
0,050 |
24 |
100 |
0-45 |
1-45 |
4,0 |
20Х13Л |
0,16-0,25 |
0,30-0,80 |
0,20-0,80 |
0,025 |
0,030 |
25 |
200 |
0-45 |
1-45 |
4,6 |
110Г13Л |
0,90-1,40 |
11,5-15,5 |
0,8-1,0 |
0,050 |
0,12 |
Цей та подальші рисунки необхідно привести у відповідній частині пояснювальної записки з зазначенням розрахованих або прийнятих розмірів.
У сучасній літературі термін “магнезит” замінено на термін “периклаз”.
Для 300 і 400-т ДСП товщина футерівки стін на рівні укосів приймається рівною 550 та 650 мм, відповідно.
Добір 1 та 2 здійснюють таким чином, щоб Дку<Дкц.
Застосування тонких стін покращує умови їхньої роботи: знижується відстань до дуг, знижується тепловий опір футерівки, втрати за рахунок зколів т. д. При цьому зона критичної температури (1370°С) наближається до робочої поверхні цеглини. Цим зумовлене зниження вагової швидкості зносу футерівки.
Таблиця 6.2 наведена в якості прикладу, проектант повинен сам заповнити подібну таблицю з урахуванням прийнятих вогнетривів та товщини їх шарів.
1 Пише викладач!