

Таким чином, обєм завалки складе
![]() . (6.12)
. (6.12)
Тепер необхідно перевірити, чи зможе розрахована піч вмістити весь скрап. Для цього необхідно, насамперед, розрахувати обєм внутрішньої порожнини печі:
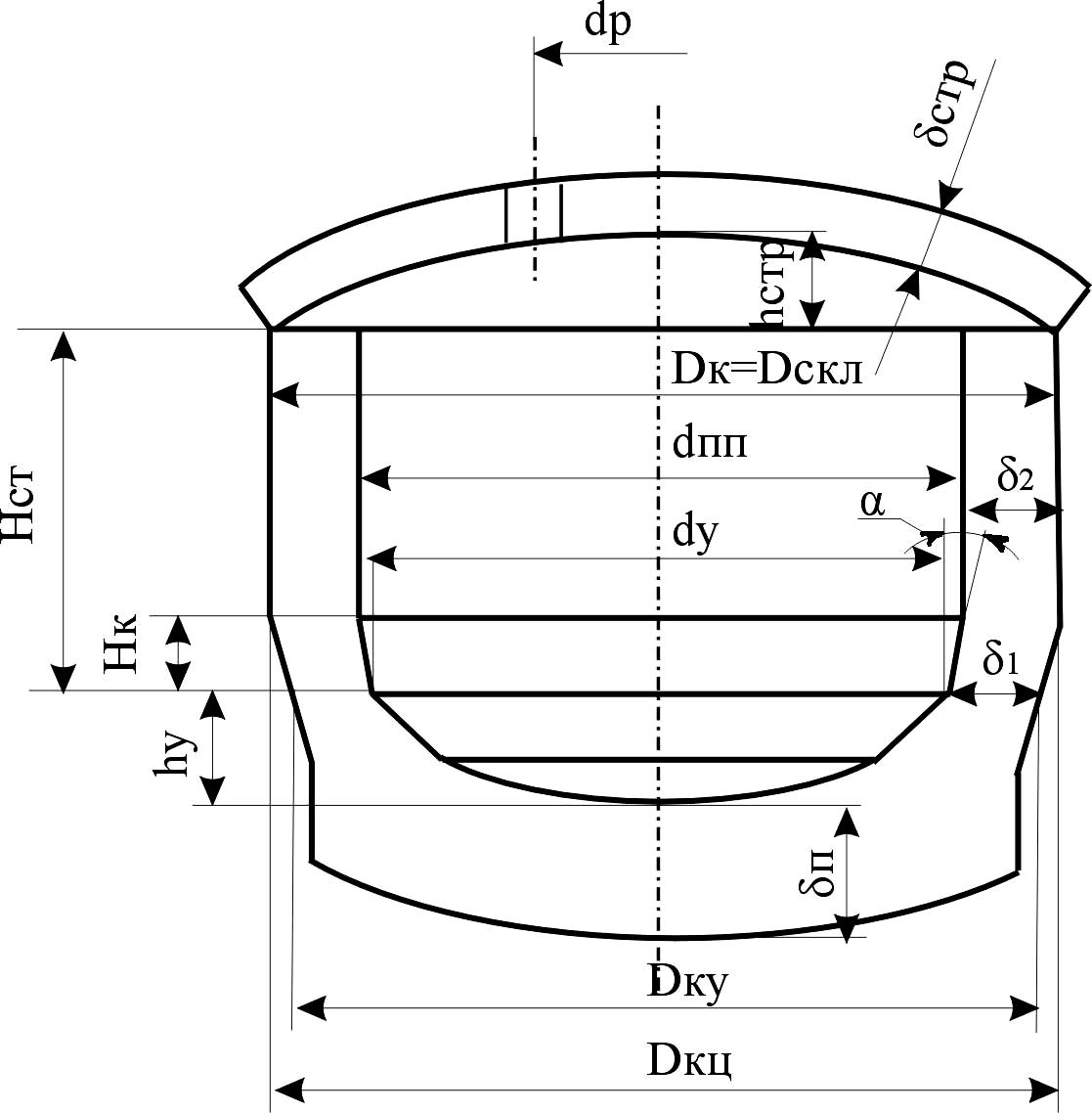
Рис. 6.2 - Профіль робочого простору і обрис контуру дугової печі
![]() , (6.13)
, (6.13)
де Vк - об'єм конічної частини плавильного простору ДСП,
![]() ; (6.14)
; (6.14)
Vц - об'єм циліндричної частини плавильного простору ДСП,
![]() . (6.15)
. (6.15)
Якщо VвпVз, то розрахунки виконані вірно, якщо ж ні – потрібно повернутися до попередніх розрахунків і знову провести необхідні дії.
Розмір робочого вікна (рис. 6.2) вибирається з таким розрахунком, щоб була можливість оглядати і заправляти подину і укоси всієї печі, вільно вводити мульду завантажувальної машини, не зачіпаючи при цьому стовпчиків і арки вікна, і витягати з печі уламки електродів. Ширина робочого вікна b=0,3dпп (для печей, що завантажуються зверху, ширина вікна може бути зменшена до 0,2dпп). Висота вікна складає h=0,8b.
6.2.4. Діаметр розпаду електродів
При заданому діаметрі укосів інтенсивність опромінювання і швидкість руйнування футерівки при інших рівних умовах визначається діаметром розпаду електродів dр.
У трьохфазній круглій ДСП електроди розташовуються по вершинам рівностороннього трикутника. Тому променева енергія дуг по периметру печі розподіляється нерівномірно. Найбільше теплове навантаження сприймають дільниці стін, які розташовані проти електродів, а найменше - проти проміжків між ними.
Так, проти електродів футерівка основних стін руйнується в 2-2,5 рази швидше, ніж у проміжках. Причому руйнування саме цих ділянок кладки, як правило, виводить з ладу всю футерівку стін печей.
В наших умовах задача визначення діаметру розпаду електродів в основному зводиться до вибору величини співвідношення dр/dу, що забезпечує більш рівномірний розподіл теплового навантаження по периметру печі, максимальну рівностійкість та високу стійкість стін.
З цих позицій найкращі умови будуть мати місце при мінімальному dр/dу. Однак можливості зменшення dр/dу обмежуються міркуваннями конструктивного характеру. Величина dр/dу повинна забезпечити розташування електрододержателів (головки корпусів затискачів електродів), ущільнювальних кілець і достатньо високу будівельну міцність центральної частини склепіння.
Теоретичний аналіз, зроблений Окороковим Н.В., показав, що при симетричному розподілі потужностей по фазам достатньо рівномірний нагрів основ стін по периметру плавильного простору зберігається до dр/dу=0,25-0,3.
При цьому співвідношенні, а також достатньо великій питомій потужності трансформатора та використанні О2 забезпечується швидке розплавлення шихти, розташованої на укосах і нагрів периферійних ділянок ванни.
Що ж стосується конструктивних міркувань, то для полегшення розміщення електрододержателів, ущільнювальних кілець у печах середньої місткості і малих dр/dу слідує збільшити до 0,35 і 0,40, відповідно. Незважаючи на збільшення dр/dу, стійкість стін ДСП по мірі зменшення їхньої місткості зростає, тому що при цьому знижуються теплові і механічні навантаження на футерівку.
Для 100-тонних печей dр/dу можна брати рівним 0,25 (1600 мм). а для 200-т –0,20 (1775 мм).
Потрібно відзначити, що зарубіжні великовантажні печі місткістю 125 т, які працюють з електродами діаметром 610 мм, мають dр близько 1600 мм. а 360 т печі, розраховані на роботу з електродами діаметром 710 мм - всього 1760 мм. При цьому, по мірі зростання садки печі і потужності трансформатора, безперервно збільшується відстань "стінка-дуга".