

6.2. Визначення основних геометричних параметрів робочого простору дугової печі
Складовими частинами печі є: робочий простір, вогнетривка кладка, механічне й електричне встаткування. Робочий простір печі, обмежене усередині вогнетривкою кладкою, призначено для проведення всіх процесів, пов'язаних з одержанням стали. Робочий простір складається із трьох частин: ванни, вільного простору і подсводового простору.
Частина робочого простору, обмежена знизу подом й укосами, а зверху рівнем укосів, називається ванною. Ванна є вмістищем для рідкого металу й шлаків.
Вільний простір печі, обмежене знизу рівнем укосів, зверху рівнем п'ят зводу, а з боків - стінами, утворить додатковий до ванни обсяг, необхідний для вміщання твердої шихти.
Подсводовое простір, обмежений знизу рівнем п'ят зводу, а зверху зводом, представляє обсяг, необхідний для забезпечення будівельної міцності зводу й відбору технологічних газів СО, СО2.
У плані найбільш прийнятною формою робочого простору є коло. Відповідальною частиною робочого простору є ванна, конфігурація якої повинна забезпечувати швидкий схід шихти з укосів при її проплавлении, повноту протікання фізико-хімічних процесів, пов'язаних з одержанням сталі заданої марки або групи марок, а також нагромадження достатньої кількості розплавленого металу при підході електродів у нижнє положення після проплавления колодязів".
До числа конструктивних основних параметрів дугової сталеплавильної печі (ДСП), які визначають її експлуатаційні характеристики, технологічні і техніко-економічні показники відносяться форма і розміри робочого простору, діаметр розпаду електродів і будова футерівки. Параметри печі визначають у слідуючому порядку:
1) обєм, який займає метал і шлак у печі;
2) глибина і діаметр ванни;
3) діаметр і висота плавильного простору;
4) розміри футерівки, її склад, діаметр кожуха печі;
5) опуклість і товщина склепіння;
6) потужність трансформатора і ступені напруги;
7) діаметр електродів і їх розпаду.
6.2.1. Структура робочого простору
Робочий простір ДСП складається з ванни, вільного або так званого “плавильного простору і простору під склепінням”.
Ванна для розплавлених металу і шлаку утворюється футерівкою подини і укосів печі, плавильний простір - футерівкою стін і склепіння. Ванна і частина плавильного простору до рівня п'ят склепіння складають об'єм, необхідний для розміщення металевого брухту.
6.2.2. Форма, розміри і об'єм ванни
Оптимальною формою ванни є зрізаний конус, обернений донизу меншою основою. До цього конуса знизу доданий сегмент шару. Такий тип ванни ДСП має назву сфероконічний. Кут нахилу конічної форми дорівнює 45° - куту природного укосу магнезитового порошку. Це забезпечує можливість якісної очистки і заправки подини і укосів. Ескіз ванни показаний на рисунку 6.1 (тут параметрами h і b позначено робоче вікно ДСП) .
Розміри ванни визначають, виходячи з заданої номінальної місткості печі (m, т). При густині рідкої стали 7 т/м3 необхідний об'єм металевої ванни буде:
![]() . (6.1)
. (6.1)
З
цього рівняння важко знайти потрібні
параметри. Для того, щоб з рівняння (6.1)
визначити розміри ванни, задаються
відношенням діаметру дзеркала метала
до його глибини К=![]() .
.
Ця величина для діючих печей змінюється в межах від 3,65 до 6,5 і є одним з найважливіших параметрів. Зі збільшенням К покращуються умови рафінування і прогріву металу по глибині ванни в періоді відновлення. Більше значення К відповідає печам з основною футерівкою, менше – з кислою. Потрібно памятати, що зі збільшенням К водночас збільшуються габарити, маса, поверхня, що сприймає тепло, і теплові втрати печі, видаток електричної енергії, довжина струмоведучих шин і електричні втрати, знижується будівельна міцність склепіння. Причому, всі ці недоліки виявляються з ростом місткості печі.
Ситуацію може покращити застосування пристроїв для електромагнітного перемішування металу, продувка знизу нейтральними газами.
Для печей середнього і великого тоннажу при отримання металу електрометалургійного сортаменту (двошлаковим процесом) К зменшують до 4,5.
Для великих ДСП з основною футерівкою при одношлаковому процесі і поєднанні з позапічною обробкою синтетичним шлаком, вакуумом, інертними газами величину К можна зменшити до 4,0.
Для кислих ДСП, де простіший сортамент і технологія, величина К=4-3,5.
В нашому випадку величина К задана окремо для кожного студента. Приймаємо, що hс=0,2hм, hк=0,8hм, dс=dм-2hк=Кhм-1,6hм=hм(К-1,6). Підставляємо ці співвідношення в (6.1) і вирішуємо отримане рівняння відносно hм. Отримаємо:
![]() (6.2)
(6.2)
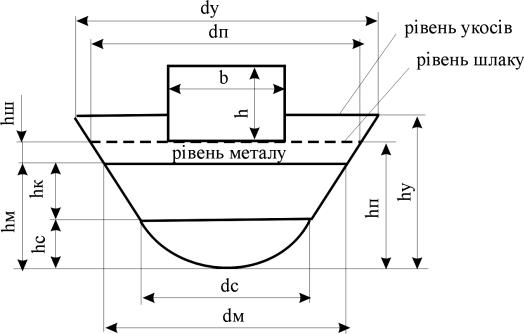
Рис. 6.1 - Форма ванни дугової сталеплавильної печі:
hc - висота сферичної частини; hк - висота конічної частини;
hм - глибина ванни по металу; hш - висота шару шлаку;
hп - висота ванни від рівня порогів (шлаку);
hу - глибина ванни від рівня укосів; dc - діаметр сферичної частини;
dм - діаметр дзеркала металу; dп - діаметр ванни на рівні порогів;
dу - діаметр ванни на рівні укосів
Розрахувавши значення hм, без проблем знайдемо інші параметри - hс, hк, dс.
Приймемо, що шар шлаку являє собою циліндр діаметром dм. Отже, його обєм дорівнює
![]() . (6.3)
. (6.3)
У кислих печах доля шлаку (Dш) приблизно становить 3-4 %, в основних сягає 15 % від маси металу. Прийнявши потрібне значення Dш і знаючи, що густина рідкого шлаку становить приблизно 3 т/м3, можна визначити його обєм:
![]() . (6.4)
. (6.4)
Таким чином,
![]() . (6.5)
. (6.5)
Низ
стін на рівні шлакового поясу є одним
з найбільш уразливих ділянок футерівки,
який визначає в значній мірі стійкість
стін. Для того, щоб забезпечити можливість
його заправки і створити додатковий
об'єм Vдод,
який компенсує збільшення Vm
в процесі кипіння ванни та дозволяє
підвищити його рівень при заростанні
подини і укосів та можливих перевантаженнях
печі, рівень укосів звичайно піднімається
над рівнем шлаку (порога робочого вікна)
на
![]() 50-200
мм.
50-200
мм.
Отже,
![]() ,
,
![]() .
Знаючи, що кут нахилу укосів складає
45,
знаходимо
.
Знаючи, що кут нахилу укосів складає
45,
знаходимо
![]() ,
,
![]() .
.
Повний обєм ванни складе
![]() , (6.6)
, (6.6)
де
![]() . (6.7)
. (6.7)