

Сварочная головка
4 состоит из подающего механизма с
мундштуком и бункера для флюса,
укрепленных на одной общей винтовой
Колонке. Винтовая колонка установлена
на основании, закрепленном на салазках
поперечного суппорта станка. Подающий
механизм с мундштуком укреплен на
плите, связанной с, винтовой колонкой.
Положение мундштука по отношению к
наплавляемой поверхности (вылет
электрода) устанавливается перемещением
подающего механизма по винтовой колонке
вверх или вниз. Положение мундштука в
горизонтальной плоскости устанавливается
при помощи суппорта станка.
На
шкале регулятора скорости подачи
проволокой имеют три положения,
соответствующие диапазонам 0-0,536, 25-5,21
и 50-8,79 м/мин. Установка выполняет круговую
наплавку поверхностей деталей
диаметром 35-300 мм, а также продольную
наплавку. Скорость круговой наплавки
малогабаритных деталей диаметром 35-75
мм составляет 15-25 м/ч, продольной поплавки
- 8-20 м/ч. Круговая наплавка осуществляется
электродной проволокон диаметром
1,2-1,3 мм, продольная - проволокой диаметром
2,0 мм Детали,
подлежащие наплавке, после мойки никакой
специальной подготовки наплавляемой
поверхности не требуют
Моечно-очистные
работы обеспечивают повышение качества
ремонта и необходимые санитарно-гигиенические
условия работы слесарей-разборщиков,
способствуя повышению производительности
их труда. Моечно-очистные
работы проводятся в связи с необходимостью
удаления значительного количества
специфических загрязнений, образовавшихся
в результате длительной эксплуатации
в скважине или на открытом воздухе, в
контакте с водой, песком, нефтью.
Многокомпонентные, нередко затвердевшие
продукты загрязнения из ржавчины, нефти
и продуктов ее окисления, песка,
металлических включений, химических
реагентов и других веществ требуют
многостадийной специальной обработки
не только на открытых наружных
поверхностях, но главным образом в
полостях деталей. Загрязнения
объектов ремонта можно классифицировать
по химическому составу: органические,
неорганические и смешанные. Существует
множество различных способов и средств
очистки (рис. 8.3), эффективность применения
которых зависит от вида и состояния
загрязнений, места их расположения,
конструкции и массы объектов очистки
и т.д. Поэтому выбор наилучшего способа
и средств удаления загрязнений является
важной предпосылкой качественной
очистки. Он слагается из обоснованного
определения следующих элементов:
способа мойки и очистки; эффективности
моющих средств; производительности
оборудования для мойки и очистки. Мойка
поступающего в ремонт оборудования
производится на специально отведенном
для этого участке, изолированном от
места разборки оборудования. В зависимости
от объема производства и номенклатуры
ремонтируемого оборудования моечный
участок может состоять из одной
универсальной или нескольких
специализированных площадок. Площадку
(рис. 8.4), снабженную наклонным полом,
обычно оборудуют устройствами,
обеспечивающими перемещение машины в
процессе мойки, насосной установкой,
системой трубопроводов, фильтрами и
отстойниками. В
зависимости от объема производства и
номенклатуры ремонтируемого оборудования
мойка выполняется вручную напорной
струей моющей жидкости, подаваемой
насосом, в специальных многоструйных
моечных установках и погружением в
специальную моечную ванну. При
ремонте крупногабаритного оборудования
на базах производственного обслуживания
целесообразно проводить мойку напорной
струей. Этот способ не требует сооружения
сложных и дорогих устройств и обеспечивает
достаточно эффективную очистку
оборудования. Для
мойки можно использовать водопровод
или высоконапорные моечные установки.
Струя жидкости, направленная под сильным
напором, интенсивно размывает слой
грязи на поверхности оборудования и
уносит ее в отстойник. При значительном
числе ремонтируемых машин и деталей
следует использовать многокамерные
моечные установки. В камерах этих
установок последовательно осуществляется
очистка деталей различными моющими и
нейтрализующими жидкостями Транспортировка
между камерами осуществляется конвейером;
моечная установка оборудована
устройствами для подогрева, перемешивания
и очистки жидкости (рис. 8.6). Наиболее
простой процесс мойки малогабаритного
оборудования и мелких деталей - мойка
погружением, при которой детали
погружают в ванну с моющей жидкостью
и выдерживают некоторое время или
многократно погружают и извлекают, что
в некоторых случаях уменьшает длительность
процесса. В
качестве моющих жидкостей для очистки
оборудования и деталей от грязи и масла
используют холодную или горячую воду
(70-90 °С), холодные или горячие щелочные
растворы (70-90 °С) и растворители (бензин,
керосин, ацетон). Рекомендуемые составы
щелочных растворов приведены в табл.
8.1. Для предохранения деталей от коррозии
в щелочные растворы добавляют 0,2-0,5 %
хромпика или нитрита натрия. Алюминиевые
или залитые баббитом детали мыть в
щелочных растворах нельзя.
С помощью полимерных
материалов можно восстанавливать
размеры подшипников скольжения,
изношенных валов и осей. Применяют
нанесением тонкослойных покрытий в
псевдожидкостном слое, газопламенным
способом, в электрическом поле. Применяют
оборудование: токарный станок,
сверлильный, обдирочно-шлифовальный,
установка для нанесения полимерного
покрытия, различные приспособления.
29.
Виды восстановительного ремонта деталей
механических зубчатых передач станка.
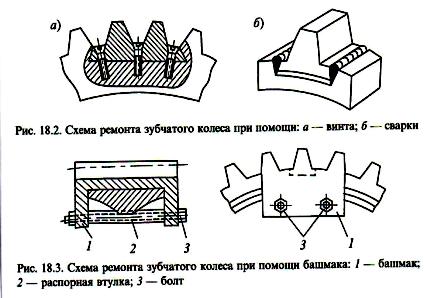
Дефектами зубчатых
колес (шестерен) являются износ зубьев
по толщине и длине (непостоянного
зацепления), выкрашивание, скалывание
и поломка зубьев. Менее интенсивно
изнашиваются кольцевые канавки шлиц
ступицы под вилки переключения передач.
Допускается износ шлицев 1,5—2,0 мм.
Шестерни с предельно изношенными
зубьями, имеющими обломы, сколы, трещины,
выбраковываются. Износ зубьев по толщине
определяют штан-гензубомером или
шаблоном, а по длине — штангенциркулем.
Допускается износ зубьев по толщине
0,2—0,5 мм и выкрашивание цементированного
слоя на двух несмежных зубьях не более
1/4 их длины или на двух смежных зубьях
— меньше 1/5 их длины. При большем износе
шестерни выбраковывают.В тихоходных
передачах сломанные зубья ремонтируют
установкой «новых зубьев», прикрепленных
к ободу винтами (рис. 18.2) или сваркой
(рис. 18.3). Обод в месте крепления «нового
зуба» отжигают; места, не подлежащие
отжигу, покрывают замазкой, состоящей
из огнеупорной глины (50 %), асбестового
порошка (45 %) и жидкого стекла (5 %).
При тонком ободе
колеса, когда его ослабление установкой
«новых зубьев» недопустимо, вместо
сломанного зуба устанавливают
специальный башмак (рис. 18.4), крепление
которого не вызывает значительного
ослабления обода колеса
В
связи с тем что рабочие органы землеройных
машин (ножи бульдозеров, скреперов,
ковши экскаваторов и др.) подвергаются
в процессе эксплуатации интенсивному
абразивному изнашиванию, при их
ремонте целесообразно применять
износостойкие наплавки.
Основные
дефекты зубьев ковшей экскаваторов —
износ, трещины, погнутость хвостовика.
Зубья с трещинами выбраковывают.
Погнутость хвостовика исправляют
правкой в горячем состоянии. Признаком
полного износа зуба является уменьшение
его длины на 30 % и более.
При
восстановлении зубьев их наплавляют
износостойкими сплавами, наращивая
слой до 8 мм. При большем износе сначала
наплавляют зуб в несколько слоев
электродом Э-50, а затем износостойким
сплавом либо изношенную часть зуба
срезают кислородным резаком и
приваривают к нему новую часть зуба,
восстанавливая его номинальные
размеры. В ремонтных предприятиях
применяют различные механизированные
установки для наплавки зубьев
порошковой лентой, порошковой проволокой,
трубчатыми электродами и т.д.
Нормы
расхода смазочных материалов на
автомобильном транспорте предназначены
для оперативного учета, расчета
удельных норм расхода масел и смазок
при обосновании потребности в них
для предприятий, эксплуатирующих
автотранспортную технику.
Нормы
эксплуатационного расхода смазочных
материалов (с учетомзамены и текущих
дозаправок) установлены из расчета на
100 л от общего расхода топлива,
рассчитанного по нормам для данного
автомобиля. Нормы расхода масел
установлены в литрах на 100 л расхода
топлива, нормы расхода смазок - в
килограммах на 100 л расхода топлива.
Нормы
расхода масел увеличиваются до 20% для
автомобилей после капитального ремонта
и находящихся в эксплуатации более
пяти лет.
Расход
смазочных материалов при капитальном
ремонте агрегатов автомобилей
устанавливается в количестве, равном
одной заправочной емкости системы
смазки данного агрегата.
Расход
тормозных, охлаждающих и других
рабочих жидкостей определяется в
количестве и объеме заправок и
дозаправок на один автомобиль в
соответствии с рекомендациями
заводов-изготовителей, инструкциями
по эксплуатации и т.п.
Потери
ТСМ подразделяются по видам, месту
появления и периодичности возникновения.
По видам потери ТСМ могут быть
количественными
(уменьшение массы), качественными
(ухудшение физико-химических и
эксплуатационных свойств) и смешанными
(количественные и качественные).
Количественные потери ТСМ определяются
подтеканиями, наличием остатков в
емкостях и трубопроводах после слива,
потерями при удалении отстоев и осадков,
перерасходом при нарушениях технического
состояния и режимов работы машин
(использование не по назначению, неверный
подбор ТСМ). Качественные потери ТСМ
происходят в результате изменения их
физико-химических свойств при смешении
разных сортов, обводнении, загрязнении,
окислении.
Основные
направления экономии ТСМ заключаются
в совершенствовании системы
материально-технического обеспечения
и эксплуатации машин, а также в
использовании социально-экономических
факторов (материальное поощрение
рабочих, повышение их квалификации и
т.п.).
Совершенствование
системы МТО предусматривает рациональную
организацию нефтехозяйства предприятия
(например, сбор и очистку отработанных
материалов, контроль качества ТСМ,
применение совершенных технологических
процессов транспортировки, хранения,
выдачи); правильные планирование
потребности, нормирование и учет расхода
ТСМ.
Снижение
расхода ТСМ, связанное с совершенствованием
эксплуатации, включает в себя своевременные
и качественные ТО и ремонт машин;
соответствие машин условиям работ и
перевозок; рациональные режимы работы,
снижение длительности холостого хода
и др.
На
расход топлива оказывают влияние также
нарушение температурного режима
двигателя (из-за неверных действий
оператора машины или неисправности
системы охлаждения) и состояние других
агрегатов и систем машины (тормозов,
трансмиссии и т.д.). Например, неправильная
регулировка тормозов и ступиц колес
повышает расход топлива, масел и смазок
на 10... 20%. При понижении давления в шинах
на 0,05... 0,1 МПа перерасход топлива и масла
составляет 4... 10%
Для
удобства проведения техническое
обслуживание оборудования совмещено
с техническим обслуживанием базового
трактора.
Вид
технического обслуживания: Ежесменное
техническое обслуживание (ЕТО).
Выполняется в начале смены (через 10 ч).
Техническое обслуживание №1 (ТО№1),
через 125 моточасов. Техническое
обслуживание №2 (ТО№2), через 500 моточасов.
Техническое обслуживание №3 (ТО№3),
через 1000 моточасов. Сезонное техническое
обслуживание (СТО), при переходе к
осенне-зимней или весенне-летней
эксплуатации.
Объем
технического обслуживания.
Содержание
работ:
Ежесменное
техническое обслуживание (ЕТО). 1.
Произвести внешний осмотр. Обнаруженные
неисправности устранить, 2. Проверить
и при необходимости подтянуть резьбовые
соединения заднего навесного оборудования,
3. Проверить внешним осмотром отсутствие
подтеканий рабочей жидкости.
Техническое
обслуживание №1 (ТО № 1). 1. Очистить
оборудование и трактор, 2. Выполнить
операции ЕТО, 3. Выполнить операции ТО
№1 трактора, 4. Выполнить смазочные
работы, 5. Проверить уровень масла в
редукторе привода рабочего органа, 6.
Проверить и при необходимости подтянуть
все резьбовые соединения оборудования,
7. Произвести внешний осмотр цепи
рабочего органа, 8. Проверить натяжение
цепи рабочего органа.
Техническое
обслуживание №2 (ТО №2). 1. Очистить
оборудование и трактор. 2. Выполнить
операции ТО №2 трактора, 3. Выполнить
смазочные работы, 4. Произвести внешний
осмотр цепи рабочего органа, 5. Произвести
внешний осмотр рукавов высокого
давления.
Техническое
обслуживание №3 (ТО №3). 1. Выполнить
операции ТО №2, 2. Выполнить операции
ТО №3 трактора, 3. Произвести внешний
осмотр оборудования и в случае
необходимости произвести ремонт, 4.
Произвести внешний осмотр штоков и
грязесъемников всех цилиндров, 5.
Произвести замену масла в редукторе
привода рабочего органа, 6. Произвести
покраску мест с поврежденным покрытием.
Перед
смазкой необходимо очистить масленки
и пробки маслозаливных отверстий.
Замену
рабочей жидкости в редукторе привода
рабочего органа и гидросистеме
производить сразу после окончания
работы. Слив рабочей жидкости из
гидросистемы трактора производить из
гидробака базового трактора. Перед
заменой рабочей жидкости промыть фильтр
гидробака трактора.
1.27. Моечно-очистительные работы и технологические режимы применения моющих средств.
3.28. Ремонт деталей строительных машин полимерными материалами.
3.30. Основные виды восстановления деталей рабочего оборудования многоковшевого экскаватора.
3.31. Нормирование и учет расхода топливно-смазочных материалов (гсм). Виды потерь и способы их устранения.
3.32. Виды и режимы технического обслуживания баровых установок.