

11.4.1 Значение преобразования инструментальной системы координат 1 (когда размер инструмента неизвестен)
Когда размер инструмента неизвестен из-за сложности инструмента, значения для преобразования инструментальной системы координат могут быть рассчитаны, как показано ниже. Ось Z базовых координат установлена перпендикулярно к основанию{земле}.
1. Выберите объект с острым наконечником (точкой). Установите верхушку объекта острием вертикально вверх по отношению к основанию. Это будет контрольная точка “r”.
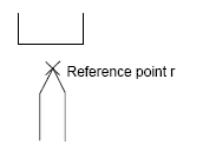
2. Переместите робот, так чтобы поверхность монтажного фланца робота была повернута вниз, лицом по отношению основания. Затем в мониторном режиме введите следующие команды:
>SPEED 10 ↵
>TOOL NULL ↵ ;устанавливает инструментальную систему координат как нулевую
>DO ALIGN ↵ ;выравнивает ось Z с осью Z базовой системы координат
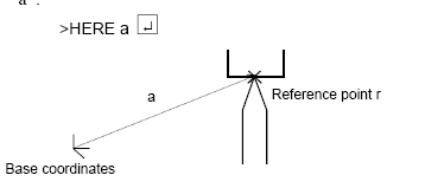
3. Используя режим базовой системы координат на пульте ручного управления переместите робот так, чтобы центр фланца стал перпендикулярен контрольной точке. Перемещайте робот только вдоль осей X, Y, Z базовой системы координат.
Затем введите команду, как показано ниже, чтобы присвоить координатное значение позиции в переменную “a” (присвоить имя координате):
4. Установите инструмент на фланце, и переместите центральную точку инструмента (TCP) в контрольную точку так, чтобы ось Z новой инструментальной системы координат была перпендикулярна базовым координатам X, Y.
Для того чтобы обучить значение преобразования в позиции как сложную координату “a+b”, введите следующую команду :
>HERE a+b ↵

5. Из этого значения сложной координаты, значение для преобразования инструментальной системы координат может быть найдено как “-b”.
Введите:
>POINT t=-b ↵
Эта команда присваивает значение –b в значение переменной t .
6. Задайте преобразование инструментальной системы координат как t.
>TOOL t ↵
7. Для того чтобы проверить, введите следующее:
>DO JMOVE r ↵
Точка центра инструментальной системы координат должна подойти к контрольной
точке r.
После задания новой инструментальной системы координат, все действия основываются на этом преобразовании инструмента, пока инструмент не будет заменен.
11.4.1 Значение преобразования инструментальной системы координат 2 (когда размер инструмента известен)
Когда размер инструмента известен, значения для преобразования инструментальной системы координат могут быть рассчитаны, как показано ниже.
Значения, определенные этой процедурой, вообще более точны, чем полученные в
прежней процедуре. (См. 11.4.1)
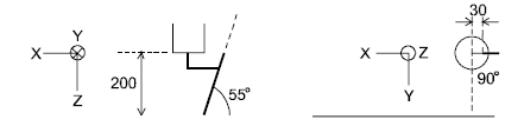
XYZ оси, в вышеупомянутом рисунке, выражают нулевую инструментальную систему координат. Следующая процедура устанавливает начало инструментальной системы координат в верхушке сварочной горелки и оси Z в том же самом направлении , что и направление горелки.
(1) Определите переменную преобразования инструмента "torch", используя команду POINT:

(2) Установите значение преобразования инструментальной системы координат, используя переменную “torch”.
![]()