

18 Обмывка колесных пар и деталей буксовых узлов
Колесные пары после демонтажа буксовых узлов, адаптеры, корпуса букс и их детали, а также детали торцевого крепления подшипников, подшипники роликовые цилиндрические и снятые кольца внутренние обмываются в моечных машинах моющими средствами, согласованными в установленном порядке с железнодорожными администрациями или владельцами инфраструктуры.
После обмывки колесных пар кольца внутренние и лабиринтные, а при их отсутствии шейки и предподступичные части осей, а также детали буксовых узлов и внутренние посадочные поверхности корпусов букс протираются насухо хлопчатобумажным материалом, осматриваются и смазаваются тонким слоем препарата-модификатора эМПи-1. Адаптеры протираются насухо и осматриваются.
Запрещается производить обмывку подшипников сдвоенных и кассетного типа в условиях ремонтных предприятий.
Запрещается производить обмывку колесных пар с установленными на них буксовыми узлами.
Новые подшипники, покрытые консервационной смазкой подвергаются расконсервации в соответствии с требованиями пункта 11.11 настоящего РД.
Обмывке подвергаются подшипники в собранном состоянии. Допускается производить обмывку блоков подшипников и колец внутренних раздельно.
Для предотвращения выпадения роликов из гнезд сепараторов при обмывке подшипников должны использоваться специальные втулки или другие приспособления, согласованные в установленном порядке с железнодорожными администрациями или владельцами инфраструктуры.
Сушка подшипников должна производиться в моечных машинах сжатым воздухом.
В случаях, когда подшипники и их детали, работавшие с любой маркой смазки невозможно обмыть в моечной машине, допускается их обмывка в
емкостях объемом 10...15 л с использованием в качестве моющего средства дизельного топлива или керосина технического, с последующей протиркой насухо хлопчатобумажным материалом.
19 Восстановление профиля поверхности катания колес
Восстановление профиля поверхности катания колес производится методом механической обработкой обода колеса - обточкой на колесотокарных или шлифованием на колесошлифовальных станках.
Перед постановкой на станок колесной пары с буксовыми узлами, оборудованными корпусами букс, взамен крышки смотровой устанавливается крышка защитная с отверстием диаметром 55,0+2'° мм для прохода центра пиноли станка. После проведения обработки крышка защитная снимается.
При восстановлении профиля поверхности катания колес колесных пар типов РУ1Ш-957 и РВ2Ш-957 обточкой на колесотокарных станках используются пиноли с конусной частью центра в соответствии с рисунком 19.1.
Перед постановкой колесных пар с буксовыми узлами, оборудованными подшипниками кассетного типа с адаптерами производится удаление специальной пробки, предназначенной для защиты центра оси колесной пары. После проведения обработки специальная пробка устанавливается на место.
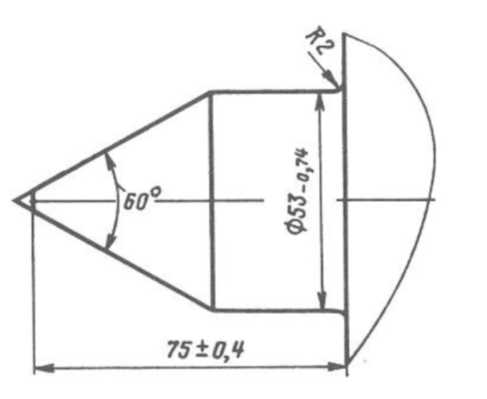
Рисунок 19.1 Конусная часть центра пиноли колесотокарного станка
19.4При обточке ободов колес для восстановлении профиля производится механическая обработка:
19.4.1 поверхности катания и гребня;
19.4.2 фаски с наружной стороны обода;
19.4.3 внутренней боковой поверхности обода – при необходимости.
При шлифовании ободов колес для восстановления профиля производится механическая обработка поверхности катания, гребня и фаски.
Обточка внутренних боковых поверхностей ободов колес должна производиться в случаях, когда величина разности расстояний между ними в одной колесной паре, измеренная в четырех точках, расположенных в двух взаимно-перпендикулярных плоскостях составляет более 2,0 мм.
Допускается обтачивать наружные боковые поверхности ободов колес только для устранения поверхностных дефектов и неровностей прокатки при условии, что при обточке не будут срезаны клейма об изготовлении колес, поставленные на заводе-изготовителе, и ширина ободов колес будет не менее допускаемой.
Разрешается в целях продления срока службы старогодных цельнокатаных колес оставлять черновины на следующих обточенных частях:
на гребне глубиной не более 2,0 мм, расположенные от вершины гребня в пределах от 10,0 до 18,0 мм;
на поверхности катания колес глубиной до 0,5 мм;
на внутренней боковой поверхности обода глубиной не более 1,0 мм при условии, что расстояние между внутренними боковыми поверхностями обо-дов колес в местах расположения черновин находится в пределах установленной нормы.
При обработке поверхности катания фаска наружной боковой поверхности обода колеса должна начинаться на расстоянии 124+1мм от внутренней боковой поверхности обода и выполняться под углом 45о.
Разрешается устранять круговой наплыв металла на фаску (без трещин, идущих вглубь обода) восстановлением фаски без обточки всей поверхности катания колес.
После проведения обточки (шлифования) колес должен производиться контроль правильности выполнения профиля поверхности катания. При этом шаблон должен плотно прижиматься к внутренней боковой поверхности обода и к поверхности катания или гребня. Величину отклонения рабочей поверхности
катания и гребня от номинальной формы (зазор) контролируют при помощи щупов.
Отклонение профиля обода колеса от номинальной формы по высоте гребня должно быть не более 1,0 мм, а по поверхностям катания, гребня и внутренней боковой поверхности обода колеса - не более 0,5 мм.
Значения шероховатости по ГОСТ 2789 поверхностей катания колес после их обточки должны соответствовать указанным в таблице 12.2.
Геометрические параметры колесных пар и колес после их обточки (шлифования) должны соответствовать требованиям, указанным в таблице 19.1.
Т а б л и ц а 19.1 - Геометрические параметры колесных пар и колес после восстановления профиля поверхности катания колес обточкой (шлифованием).
№№ п.п. |
Наименование параметров |
Размеры, мм |
1 |
Расстояние между внутренними боковыми поверхностями ободов колес |
1438...1443 |
2 |
Разность расстояний между внутренними боковыми поверхностями ободов колес, измеренная в четырех точках, расположенных в двух взаимно перпендикулярных плоскостях, не более |
2,0 |
3 |
Разность диаметров колес по кругу катания в одной колесной паре, не более |
0,5 |
4 |
Разность расстояний между торцами предподступичной части оси и внутренними боковыми поверхностями ободов колес с одной и другой стороны колесной пары, не более |
3,0 |
5 |
Отклонение от соосности поверхности катания колес относительно поверхности шейки или подступичной части оси, не более |
0,5 |
6 |
Овальность по кругу катания колес, не более |
0,5 |
7 |
Толщина обода, не менее |
24,0 |
8 |
Равномерный прокат |
0 |
9 |
Ширина обода |
126,0...133,0 |
продолжение таблицы 19.1
№№ п.п. |
Наименование параметров |
Размеры, мм |
10 |
Толщина гребня: - для профиля поверхности катания по ГОСТ 10791 - для профиля поверхности катания ремонтного с исходной толщиной гребня 30,0 мм - для профиля поверхности катания ремонтного с исходной толщиной гребня 27,0 мм |
32,0...33,0 30,0...31,0
27,0...28,0 |