

1.6.2 Оборудование для просеивания сыпучих материалов.
Классификация сит и их устройство
Сито — это устройство для разделения по фракциям измельченного сыпучего материала, проходящего через отверстия жесткой плоскости.
По конструкции сита подразделяются на: плоские, барабанные и вибрационные.
2.1 Барабанные сита
Барабанное сито представляет собой цилиндрический или конический барабан с сетчатой боковой поверхностью, вращающийся около горизонтальной или слегка наклонной оси Внутрь барабана с одного конца непрерывно загружают материал, который при вращении барабана просеивается через его сетку. Крупные части (отсев) проходят всю длину барабана и выходят из него с другого конца, переваливаясь через край. В сечении барабанные сита бывают круглые и многоугольные Последние носят название полигональных. Полигональные сита имеют большую производительность, чем сита круглого сечения тех же размеров, так как материал при вращении полигонального сита переваливается с грани на грань и благодари ударам быстрее просеивается.
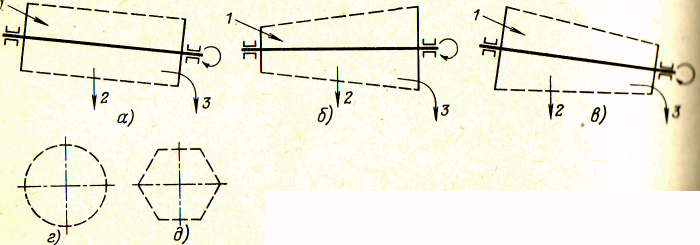
Рис 3. Барабанные сита:
1 — загрузка материала; 2 — выход продукта; 3- отсев
2.2 Вибрационные сита
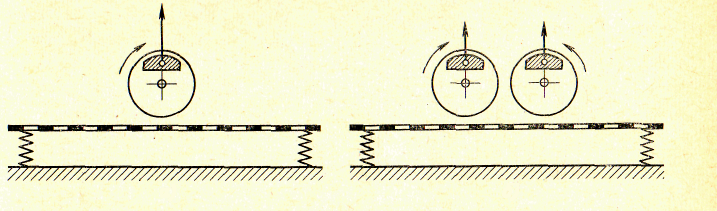
Рис. 4. Схемы привода инерционных вибрационных сит
а) с простым дебалансом б) с самобалансом;
Привод с простым дебалансом (рис. 4 а) сообщает колебания ситу не только перпендикулярно плоскости полотна, но частично и в плоскости полотна. Траектория точек сита при этом имеет вид эллипсовидных кривых, параметры которых зависят от соотношения жесткости упругих связей сита в направлениях, перпендикулярном и параллельном полотну.
Привод с помощью механизма самобаланса (рис. 4 б) сообщает ситу колебания только в направлении, перпендикулярном к полотну. В направлении же, параллельном полотну сита, возмущающие силы обоих дебалансов уравновешиваются.
:
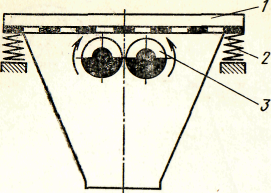
Рис. 5. Вибрационное сито
Вибрационное сито (рис. 5) состоит из рамы 1, опирающейся на пружины 2, и двух неуравновешенных валов 3, вращение которых осуществляется в противоположных направлениях. Это создает направленные вертикальные колебания при горизонтальном расположении сита. Эти сита более производительны, экономичнее плоских механических и имеют более высокий коэффициент просеивания.
Недостатки — значительный шум при работе, повышенный износ и передача части энергии колебаний на опорные конструкции.
Положительным качеством вибрационных сит является характер движения на них просеиваемого материала. При колебаниях полотна сита материал подбрасывается кверху и, падая, движется в направлении, приближающемся к перпендикулярному относительно полотна. Такое направление наиболее благоприятно для просеивания. Благодаря указанным обстоятельствам к. п. д. просеивания вибрационных сит весьма высок, обычно в пределах н = 0,90 - 0,98. Вибрационные сита особенно эффективны при тонком просеивании. В литейном производставе вибрационные сита в последнее время все чаще находят применение вместо более громоздких барабанных сит как для отработанной смеси, так и для свежих формовочных материалов.
Общим недостатком вибрационных сит является передача колебаний опорной конструкции.
Под действием высокой температуры металла, заливаемого в форму, в формовочной смеси происходят процессы, необратимо изменяющие состав и свойства слоя смеси, прогретого теплом отливки.
Зерна формовочного кварцевого песка под действием теплоты в значительной степени изменяют свои физико-механические свойства. Быстрое расширение кварца вызывает появление значительных внутренних напряжений в песчинках, их растрескивание, превращение в пыль и соответствующее изменение зернового состава формовочной смеси. Увеличение количества пылевидных частиц в смеси происходит также за счет сгорания различных добавок.
При температуре 700—800° С глина теряет связующую способность и превращается в пыль, которая резко уменьшает газопроницаемость формовочной смеси. Органические связующие материалы частично сгорают, а частично коксуются, образуя золу и мелкие частицы углерода. Эти вещества заполняют поры формовочной смеси, снижают ее газопроницаемость и огнеупорность.
Неорганические связующие материалы, например жидкое стекло, при твердении образуют на поверхности песчинок прочную нерастворимую пленку, которая делает невозможным повторное использование формовочной смеси.
Известно, что на 1 т годных чугунных отливок расходуется примерно 5—10 м3 формовочной и 0,6—0,7 м3 стержневой смесей. Почти 95% всех смесей — это смеси, свойства которых в процессе заливки металлом не изменяются Около 4—7% смеси в результате резкого изменения свойств выбрасываются в отвал. Для компенсации этого количества смеси ежегодно на подвоз свежих материалов, их хранение и переработку затрачиваются значительные средства. В связи с этим важной проблемой становится возможность многократного использования формовочных материалов, благодаря восстановлению первоначальных свойств песчаной основы смеси, т. е. ее регенерация и гомогенизация.