

3.3.2 Шахтные печи для термической обработки
Шахтная электрическая печь с контролируемой атмосферой типа СШЗ показана на рис. 1. Шахтные электропечи углубляются в приямок и возвышаются над уровнем пола цеха на 1,4—1,7 м.
В настоящее время шахтные электропечи сопротивления типов СШО и СШЗ выпускаются с размерами рабочего пространства: диаметр 600—1500 мм; глубина 600—3000 мм. Мощность от 700 до 195 кВт (печи типа СШО) и от 37 до 300 кВт (печи типа СШЗ).
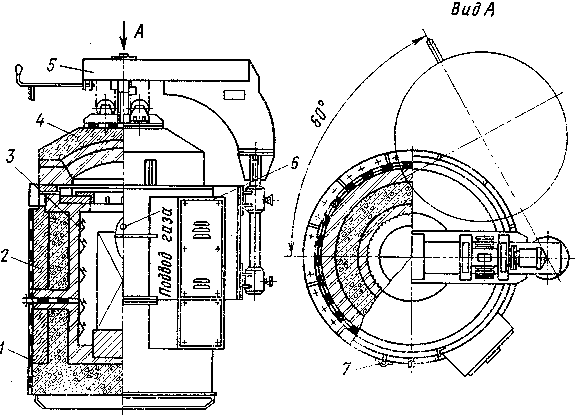
Рис. 1. Шахтная электрическая печь с контролируемой атмосферой типа СШЗ:
/ — стальной кожух, 2 — футеровка, 3 — проволочные нагревательные элементы из железохромоалюминиевого сплава высокого сопротивления Х25Ю5, 4 — крышка. 5 — механизм подъема крышки, 6 — подвод электроэнергии к нагревательным элементам. 7 — трубка для отвода газа
3.3.3 Шахтные печи для химико-термической обработки
Рис. 2. Шахтная электропечь типа
Ц-105А
Температуру печи контролируют с помощью термопары, помещенной сбоку печи, и регулируют потенциометром.
Рядом с печью монтируют колодец, в котором охлаждают детали после цементации. Колодец представляет собой стальной цилиндр с двойными стенками, между которыми циркулирует вода.
В настоящее время печи выпускают трех типов: Ц-35, Ц-60, Ц-105 мощностью 35, 60 и 105 кВт с рабочими размерами реторт: диаметр 300, 450 и 600 мм и высота 600 и 1200 мм.
Печи серии Ц имеют ряд недостатков: для разогрева их до рабочей температуры требуется много времени, большой расход на жароупоры, неравномерность нагрева по высоте и неоднородность цементации деталей.
Шахтные электропечи применяют и для азотирования и имеют индекс США. Азотирование производится в муфеле из сплава Х23Н18 и др. Перед азотированием муфель продувают аммиаком. После окончания процесса муфель устанавливают в колодец, через который пропускают аммиак. Колодец охлаждается водой или воздухом. Давление аммиака 98—294 Па (10—30 мм вод. ст.). Печи для азотирования выполняются двух типов: периодические и полунепрерывные, имеющие два сменных муфеля с герметически закрытыми крышками. После окончания процесса азотирования муфель с деталями вынимают, помещают в колодец, а на его место ставят другой муфель с деталями. Уплотнением между муфелями и печью служит песочный затвор, а между муфелем и крышкой — водоохлаждаемая прокладка. Циркуляция газа в муфеле осуществляется центробежным вентилятором. Направленность газа в муфеле создается экраном в нижней части муфеля и диффузором, укрепленным на крышке. Печи выпускаются мощностью от 17 до 120 кВт с рабочим пространством: диаметром 320, 750, 800 и 1200 мм и глубиной 480, 750, 1200 и 2400 мм.
На рис. 3 показана шахтная электропечь полунепрерывного действия для азотирования типа США-8.12/6Л1.
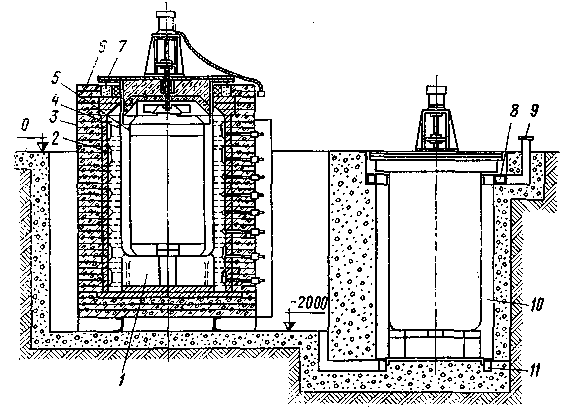
Рис. 3. Печь полунепрерывного действия для азотирования