

II. Оправки кулачкові фланцеві
ГОСТ 17530-72. |
ГОСТ 17531-72 |
D від 80 до 140 мм L від 100 до 140 мм |
D від 80 до 140 мм L від 100 до 140 мм |
III. Оправки зубчасті (шлицеві) прямобічні
ГОСТ 18438-73. |
ГОСТ 18440-73 |
D від 32 до 102 мм L від 50 до 160 мм |
D від 14 до 82 мм L від 22 до 110 мм |
IV. Оправки центрові для точних робіт
Призначені для установки заготовок на базовому циліндричному отворі при обробці на верстатах.
ГОСТ 16211-70 |
ГОСТ 16212-70 |
D від 3 до 100 мм L від 50 до 435 мм |
D від 8 до 80 мм L від 36 до 280 мм |
Приклад.
Для
заданої деталі вибрати стандартні
опорні елементи при виконанні свердління
отвору Ø12Н12, (Рис. 4 (м)).
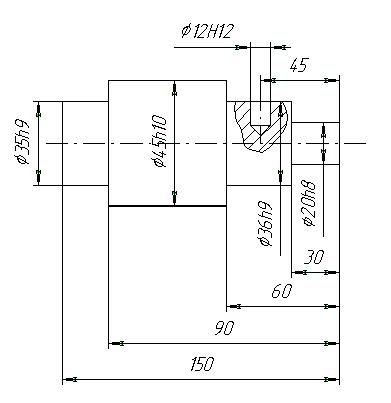
Рисунок 4 (м)
При виконанні цієї механічної операції дві зовнішні циліндричні поверхні Ø35h9 та Ø36h9 є установочними базами і позбавляють деталь чотирьох ступенів
вільності. Опорною базою є торцева поверхня 45h9, що позбавляє деталь п'ятого ступеня вільності. Стандартними опорними елементами при заданій схемі базування є призми. Вибір призм здійснюється за діаметрами установочних баз зовнішніх циліндричних поверхонь деталі. Установочними базами деталі є зовнішні циліндричні поверхні з параметрами:
Ø35h9 мм та Ø36h9 мм
L=60 мм L=30 мм
За ГОСТ 12195-66 вибираємо призми з наступними параметрами:
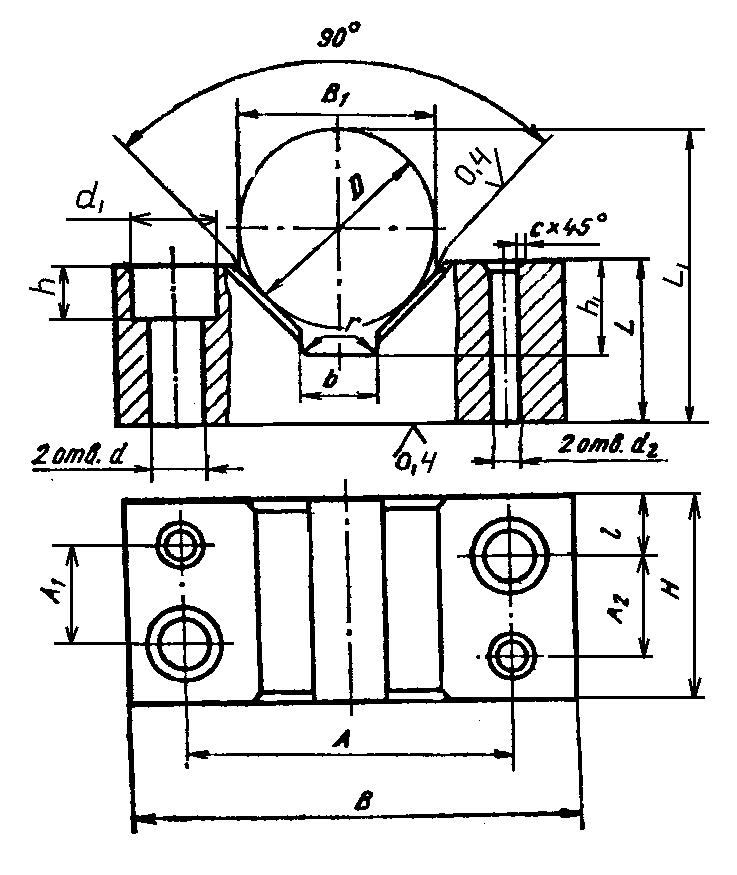
Для Ǿ35h9 мм
H=32мм; L= 25мм; В=70мм; В1=32мм; d=9мм; d1=14мм; d2=6мм; А=50мм; А1=12мм; А2=16мм; l=10мм; h=8,5мм; h1=14мм; b=12мм; r=1,6мм; c=1мм.
Для Ǿ36h9 мм
Н=40мм; L=32мм; В=85мм; В1=42мм; d=11мм; d1=17мм; d2=8мм; А=63мм; А1=16мм; А2=20мм; l=12мм; h=11мм; h1=18мм; b=16мм; r=1,6мм; з=1мм.
Індивідуальні завдання
Вибір стандартних опорних елементів для заданої деталі при виконанні технологічних операцій (варіанти завдань наведено в додатку).
Практична робота №5
Тема: Вибір і розрахунок схем закріплення.
Мета: Вивчення методики розробки схем закріплення заготовки.
Вибравши спосіб установки деталі і розмістивши установочні елементи в пристосуванні визначають величину, місце додатка й напрямок сил для затискача оброблюваної заготовки. Величину сил затискача та їхній напрямок визначають залежно від сил різання і їхніх моментів, що діють на оброблювану деталь.
При виборі схем установки потрібно забезпечити три умови:
- заготовка має займати стійке положення до додатка сил закріплення;
- у процесі закріплення заготовки не повинно бути порушено задане їй при установці положення;
- сили, що виникають при обробці, не повинні зміщати заготовку.
У загальному вигляді посилення рівноваги деталі в пристосуванні, що виникає під дією сил різання і сил затискача, може бути подано у вигляді формули:
W ≥ K·ƒ·Рріз,
де К – коефіцієнт запасу.
Коефіцієнт запасу залежить від умов обробки деталі на верстаті
К=К0·К1·К2·К3·К4·К5·К6 ;
ƒ - коефіцієнт тертя в місцях контакту заготовки і пристосування;
Рріз – зусилля різання.
Схеми установки і закріплення заготовок розділяються на наступні групи:
I гр. схеми установки і закріплення, що запобігають поступальному переміщенню заготовки. Застосовуються такі схеми при фрезерних, стругальних, протяжних роботах.
II гр. схеми установки і закріплення, що перешкоджають оберту заготовки й осьового зсуву тертям, що виникає на поверхнях зіткнення заготовки і пристосування. Застосовуються такі схеми при токарних, свердлильних, розточувальних операціях.
Формули для визначення сил затискання наведено в таблиці 1.