

Глава 29. Оборудование для фасования сыпучих продуктов и штучных изделий |
-

Это чувство сохраняется даже у стариков –
внутренняя радость, которую испытываешь,
ложась спать, после того как хорошо
поработал днем.
Гонкур Эдмон де (1822–1896,
и Гонкур Жюль де (1830–1870),
французские писатели
Глава 29
Оборудование для фасования сыпучих продуктов и штучных изделий
Фасование сыпучих продуктов и штучных изделий – процесс упаковывания отмеренной дозы сыпучего продукта или штучных изделий в тару, предварительно изготовленную в фасовочной машине или вне ее. Фасуют сыпучие продукты (муку, сахар, соль и т.п.), мелкоштучные изделия (баранки, пряники, конфеты, завернутую карамель и т.п.), сопряженно-штучные изделия (пачки печенья, сухарей, плиток, брикетов и т.п.), а также индивидуальные штучные изделия (брикеты мыла и пищеконцентратов, печенье, карамель и т.п.).
-
… И для молодого и для пожилого ученого большое значение имеет критический взгляд на результаты творчества своего ума и рук. Он сам, в первую очередь, должен быть беспощадным критиком своих собственных работ. Если такой критический подход к своей собственной работе не развит или утрачен, то трудно ожидать интересных и значительных результатов.
Фокин Александр Васильевич (1912–1998),
химик-органик, академик РАН
29.1. Научное обеспечение процесса фасования сыпучих продуктов и штучных изделий
Процесс фасования сыпучих продуктов и штучных изделий обусловлен особенностями взаимных перемещений продукта (или изделия), упаковочного материала и рабочих органов машины при выполнении основных операций: подача заготовки упаковочного материала; формование из нее тары (пакета, коробки или пачки), наполнение тары, заделки (закрытие) отверстия, через которое загружается продукт (или изделия) в тару.
Систематизация процессов фасования сыпучих продуктов и штучных изделий. Широко распространен способ постадийного фасования сыпучих продуктов на роторе, совершающем дискретное движение (рис. 29.1). Бумажный или картонный пакет предварительно изготовляется пакетоделательным устройством либо отдельной пакетоделательной машиной. Готовый пустой пакет 1 специальным механизмом подается в гнездо фасовочного ротора 2. Во время прохождения пакета в гнезде фасовочного ротора выполняются основные операции: контроль наличия пакета 3, наполнение его продуктом 4, утряска и трамбовка продукта 5, загиб клапанов и нанесение клея 6, прижим и подогрев клапанов 7 и 8, выталкивание пакета с продуктом из гнезда фасовочного ротора и выдача пакета на отводящий конвейер 9 и 10.
Рис.
29.1. Технологическая схема процесса
фасования
сыпучих
продуктов и мелкоштучных продуктов в
машине с
операционным ротором

Затем пакет наполняется продуктом 3 и подается на фасовочный конвейер. На нем пакет с продуктом сначала утрясается и обжимается 4. После этого производится заправка и оформление верхней части пакета, не заполненной продуктом 5. Наносится клей и выполняются перегибы верхней кромки пакета 6. Двумя нагретыми губками свернутая кромка пакета склеивается и упакованный пакет, заполненный продуктом, подается на отводящий конвейер 7.
Рис.
29.2. Технологическая схема процесса
фасования сыпучих
и мелкоштучных продуктов в машине
с
операционным конвейером
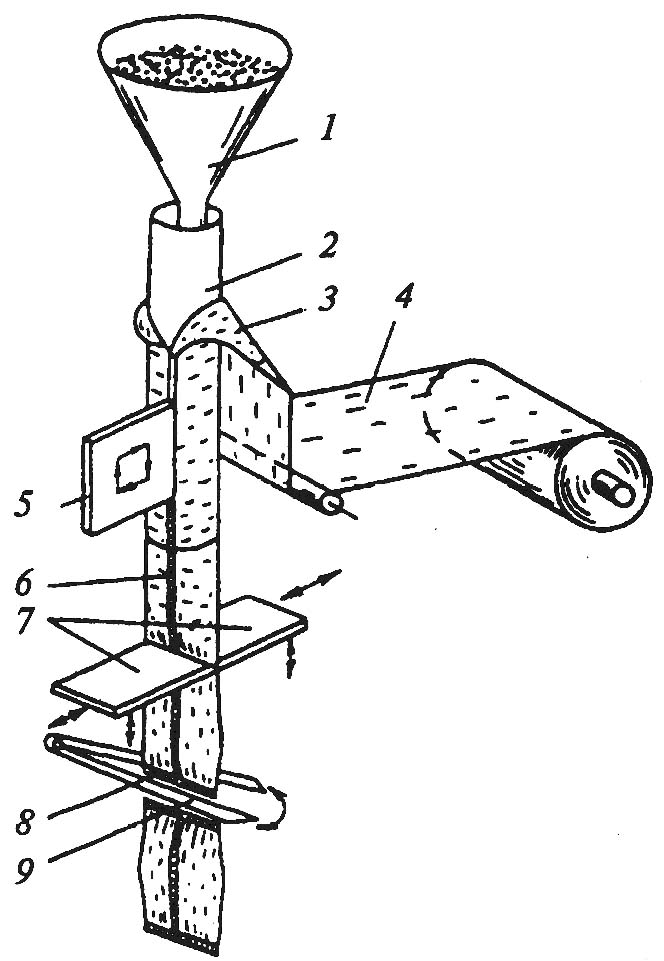
Далее трубка упаковочного материала пережимается горизонтальными губками 7 механизма протяжки. В образовавшийся пакет сверху подается отмеренная доза сыпучего продукта или мелкоштучных изделий. В губках 7 смонтированы нагревательные элементы, которые сваривают упаковочный материал с образованием поперечного шва. Заполненный продуктом пакет отрезается ножницами 9 посредине поперечного шва 8. При этом верхняя часть шва остается дном верхнего пакета, а нижняя – становится верхним швом нижнего пакета. Готовые пакеты с продуктом поступают на разгрузочный лоток машины.
Рис.
29.3. Технологическая схема процесса
упаковывания
сыпучего продукта или мелкоштучных
изделий насыпью в фасовочной машине с
вертикальным пакетообразователем
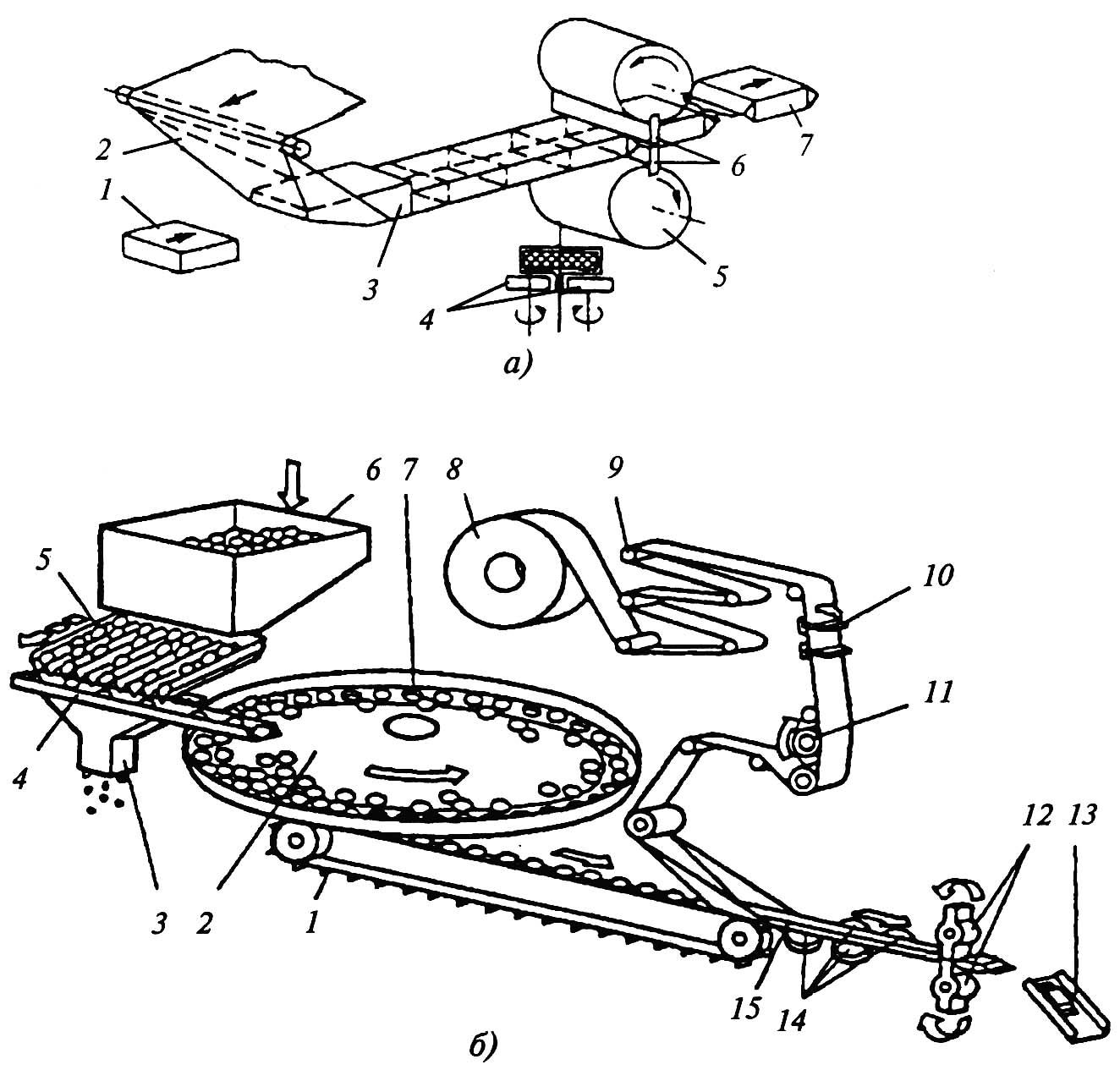
Весьма перспективным является непрерывный способ фасования штучных изделий с использованием горизонтального пакетообразователя. Засыпанные в бункер 6 (рис. 29.4, б) изделия распределяются на несколько потоков по желобчатой поверхности 5, а затем собираются в один поток на вибролотке 4. В днище вибролотка предусмотрена перфорация, через которую в сборник 3 ссыпается крошка.
Вибролотком изделия передаются на непрерывно вращающийся диск 2 с расположенными по периферии ячейками 7. Внутренняя поверхность диска коническая, чтобы изделия скатывались в ячейки. При прохождении изделий над конвейером 1, расположенным по касательной к диску, они падают на него и направляются в горизонтальный пакетообразователь 15.
Лента упаковочного материала из рулона 8 разматывается с помощью приводящих 11 и поддерживающих 9 роликов. Для ориентированного расположения рисунка на ленте упаковочного материала относительно изделия имеются специальные метки, которые через определенные промежутки времени пересекают луч фотоэлемента 10. Поступающие от него сигналы обрабатываются блоком информации, который дает команды на регулирование скорости размотки ленты в зависимости от перемещения изделий, подаваемых на упаковывание.
Рис.
29.4. Технологическая схема индивидуального
или группового упаковывания штучных
изделий
в фасовочной машине с горизонтальным
пакетообразователем: а
– дискретное движение; б
– непрерывное движение
Производительность фасовочных машин для сыпучих продуктов и штучных изделий. Теоретическая цикловая производительность фасовочных машин рассчитывается по количеству продукции, выпущенной за период непосредственной работы машины без учета внецикловых затрат и рабочего времени.
В общем случае при последовательном выполнении операций теоретическую производительность Пт (шт/с) фасовочной машины для сыпучих продуктов и штучных изделий можно определить из выражения
 ,
,
где
zn
– число технологических потоков; zy
– число упаковок, производимых машиной
в одном технологическом потоке в течение
одного рабочего цикла;
![]() и
и
![]() –
соответственно продолжительности i-й
технологической операции и j-го
транспортного перемещения изделия, с;
n,
m
– соответственно числа технологических
операций и транспортных перемещений.
–
соответственно продолжительности i-й
технологической операции и j-го
транспортного перемещения изделия, с;
n,
m
– соответственно числа технологических
операций и транспортных перемещений.
Составление рациональной цикловой диаграммы при проектировании машины позволяет сформировать временную структуру технологического процесса, обеспечивающую совмещение и одновременное выполнение большого числа технологических операций и транспортных перемещений. Благодаря этому достигается значительное сокращение продолжительности рабочего цикла.
Теоретическая производительность Пт (шт/с) фасовочных машин многопозиционных и с пакетообразователями, имеющими дискретное движение, определяется из выражения:
 ,
,
где
![]() – продолжительность лимитирующей
технологической операции, с; q
– количество операционных позиций.
– продолжительность лимитирующей
технологической операции, с; q
– количество операционных позиций.
В частности, теоретическую производительность фасовочных машин, упаковывающих один поток пакетов с сыпучими продуктами или мелкоштучными изделиями, можно определить из выражения
![]() ,
,
где
![]() – продолжительность наполнения пакета,
с;
– продолжительность наполнения пакета,
с;
![]() – продолжительность перемещения
заполненного пакета и установки
следующего пакета, с.
– продолжительность перемещения
заполненного пакета и установки
следующего пакета, с.
Для фасовочной машины непрерывного действия, упаковывающей один поток индивидуальных штучных изделий (рис. 29.4, б), теоретическая производительность рассчитывается по формуле:
![]() ,
,
где
![]() – продолжительность межоперационного
перемещения изделия, с; h
– длина межоперационного расстояния,
м; vтр
– скорость транспортирования пакета,
м/с.
– продолжительность межоперационного
перемещения изделия, с; h
– длина межоперационного расстояния,
м; vтр
– скорость транспортирования пакета,
м/с.
Фасовочные машины непрерывного действия могут обеспечивать наиболее высокую производительность процесса упаковывания сыпучих продуктов и штучных изделий. Однако из-за сложности конструкции и повышенных требований к физико-механическим свойствам фасуемой продукции и упаковочных материалов такие машины пока не нашли широкого применения.
-
Не прекрасна ли цель работать для того,
чтобы оставить после себя людей более
счастливыми, чем были мы.
Монтескье Шарль Луи (1689–1755),
французский философ, писатель