

Техническая характеристика термокамеры к7-фтв
Мощность электропривода, кВт 8,82
Расход пара, кг/ч 190
Габаритные размеры, мм 430017404010
Масса, кг 4500
Автоматизированная термокамера Р3-ФАТ-12 (рис. 26.6) состоит из трех, работающих независимо, туннелей 1, которые вмещают по три клети 2. Туннели имеют двустворчатые двери с двух сторон. Клети закатываются в туннель по монорельсу, вдоль боковых стенок расположены паровые калориферы 4, закрытые кожухом, который образует регулируемую щель направляющую поток в нижнюю часть туннеля. Туннель имеет ложный потолок с двумя размещенными в нем вентиляторами 3, крыльчатки которых насажены непосредственно на вал двигателей, а двигатели вынесены на крышу камеры. На крыше также размещен распределительный короб с тремя клапанами 5 для подачи в туннель воздуха, дыма и вывода использованной дымовоздушной смеси. Все клапаны имеют дистанционное управление. Скорость движения потока внутри туннеля 1…2 м/с.
Подсушка, копчение и проварка производятся циклично и последовательно. Имеется система контроля регулирования температуры, влажности среды и давления пара. Туннель может работать в автоматическом режиме по заданным времени и температуре.
Техническая характеристика автоматизированной термокамеры р3-фат-12
Мощность электродвигателей, кВт 4,5
Расход пара, кг/ч 450
Габаритные размеры, мм 510053003610
Масса, кг 18000
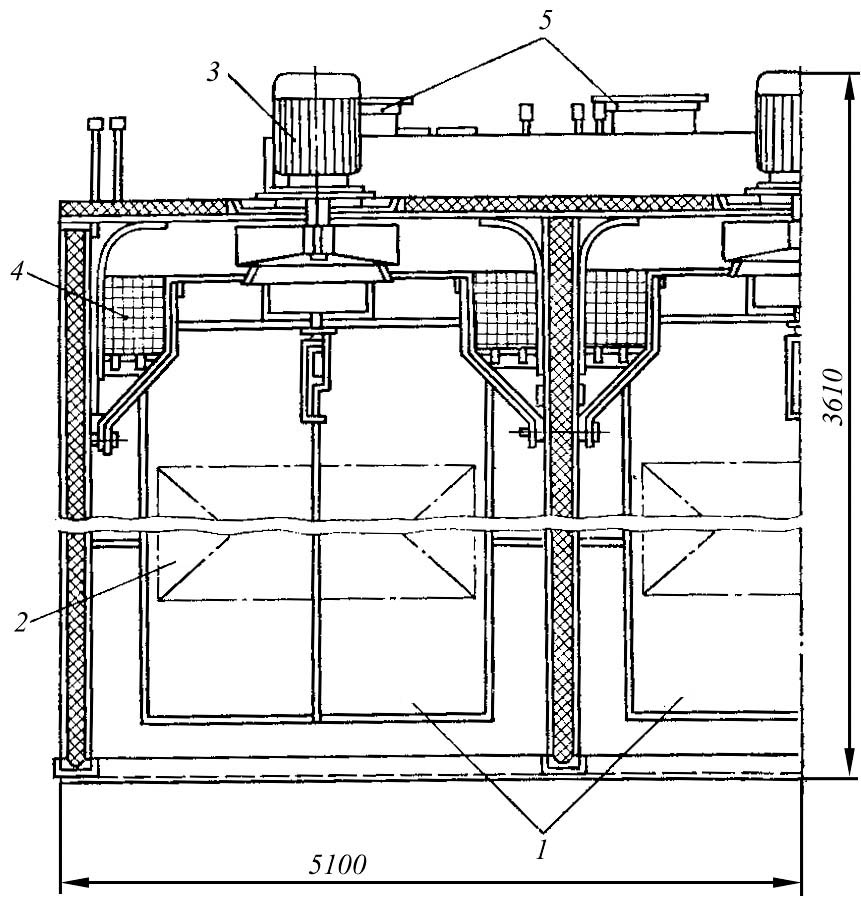
Рис. 26.6. Автоматизированная термокамера Р3-ФАТ-12
Инженерные расчеты. Число универсальных термокамер z0 (шт), необходимых для выполнения задания по производительности и ассортименту, можно рассчитать двумя способами:
а) по длительности цикла обработки:
![]()
где n – число рам, одновременно загружаемых в камеру, шт.; Т – длительность рабочей смены, ч; П1, П2,…, П5 – соответствующие производительности по вареным сортам колбас, сосискам, сарделькам, полукопченым и варено-копченым колбасам, т в смену; 1, 2,…, 5 – соответствующие длительности цикла обработки изделий, ч; x1, x2, …, x5 – соответствующее число рам, необходимых для навешивания 1 т изделий.
Соответствующие длительности можно принять по техническим условиям или определить по формуле
![]()
где i, i, i – длительность, соответственно, обжарки (включая подсушку), варки, охлаждения или копчения (для полукопченых и варено-копченых колбас), ч;
б) по соответствующему количеству подобного пооперационного оборудования:
![]() ,
,
где 1, 2,…, 5 – соответствующие поправочные коэффициенты, учитывающие сокращение длительности обработки в универсальных камерах против пооперационных, за исключением промежуточных перегрузочных операций, причем, по данным фирм, = 0,65…0,8; z1, z2,…, z5 – соответствующее число пооперационных термокамер, необходимых для выполнения 1 т сменной производительности; z1, z2,…, z5 – то же по варочным камерам; z1, z2,…, z5 – то же по камерам охлаждения.
-
Немногие умы гибнут от износа, по большей
части они ржавеют от неупотребления.
Боуви Кристиан Нестел (1820–1904),
американский издатель и писатель