

14.3. Отливочные машины
О тливочная
машина «Гелиос-261» (рис.
14.3) предназначена для отливки помадной
массы в крахмальные формы. Она имеет
закрепленные на станине цепной конвейер
1,
питатель лотков 2,
вибрационное 5
и очистительное 3
сита, поворотный механизм 6,
выравнивающее устройство
7,
шнеки заполнения 8,
боковые 9
и нижнюю 10
щетки, штампующий 11
и отливочный 12
механизмы. Вибрационное и очистительное
сита смонтированы внутри машины на
выдвигаемой станине, что позволяет
оперативно очищать или заменять их.
Вибрационное сито разделено на щеточный
4
и ситовой ярусы. Сход с вибросита
поступает на ленточный конвейер 14.
Проход с очистительного сита 3
ссыпается на скребковый конвейер 13.
тливочная
машина «Гелиос-261» (рис.
14.3) предназначена для отливки помадной
массы в крахмальные формы. Она имеет
закрепленные на станине цепной конвейер
1,
питатель лотков 2,
вибрационное 5
и очистительное 3
сита, поворотный механизм 6,
выравнивающее устройство
7,
шнеки заполнения 8,
боковые 9
и нижнюю 10
щетки, штампующий 11
и отливочный 12
механизмы. Вибрационное и очистительное
сита смонтированы внутри машины на
выдвигаемой станине, что позволяет
оперативно очищать или заменять их.
Вибрационное сито разделено на щеточный
4
и ситовой ярусы. Сход с вибросита
поступает на ленточный конвейер 14.
Проход с очистительного сита 3
ссыпается на скребковый конвейер 13.
Отливочная машина комплектуется одним или двумя отливочными механизмами. Основная их часть – дозировочное устройство (рис. 14.4) с вертикальными поршнями. Хвостовики поршней 8 вставлены в паз траверсы 4, которая движется в направляющих 3, закрепленных на пластине 2 корпуса 1 загрузочной воронки. Поршни движутся в цилиндрах, выполненных в общей колодке 7. Уплотнение поршня осуществляется сальниковой набивкой 6 и гайкой 5.
Колодка цилиндров вставлена в паз корпуса воронки. В нижней части цилиндра находится золотниковая планка 11, совершающая возвратно-поступательное движение в направлении, перпендикулярном плоскости чертежа. В планке имеются каналы 12, соединяющие полость цилиндра с воронкой; расстояние между каналами равно шагу установки поршней и шагу осей цилиндров. Между каналами в планке просверлены отверстия 9. Когда золотниковая планка займет положение 11а, а отверстия 9 соединят полости цилиндра с выходными насадками 10, канал 12 планки уйдет из-под цилиндра и разобщит цилиндр и воронку. При движении поршней вверх масса всасывается из воронки в цилиндр, при движении вниз выдавливается через насадки 10.
Число поршней равно числу ячеек 13 в поперечном сечении лотка 14, которые были выдавлены в крахмале штампующим механизмом.
Техническая характеристика отливочной машины «Гелиос-261»
Производительность, кг/ч до 1200
Число отливочных механизмов, шт. 2
Вместимость воронки, л 132
Число отливов, в минуту 20...45
Число мерных цилиндров и поршней, шт. 48
Установленная мощность, кВт 11
Габаритные размеры, мм 878523001150
Агрегат «Холько-Гелиос 171» (рис. 14.5) предназначен для формования мелких однородных шоколадных изделий: плиток, монолитных шоколадных фигурок, медалей, листиков, пластинок. Производство таких изделий на крупных отливочных агрегатах нерационально из-за низкой производительности, большого удельного расхода энергии и труда.
Все узлы, связанные с синхронным перемещением форм, приводятся в действие одним главным электродвигателем 1 при помощи продольного главного приводного вала 2 с девятью редукторами 20. От каждого редуктора валами 21 с шаровыми шарнирами приводится соответствующий узел агрегата. Таким образом, осуществляется жесткая кинематическая связь между всеми узлами.
Управляется агрегат с пульта 17. На пульте имеется цветная схема, подсвечиваемая контрольными лампами. Кроме того, каждый редуктор имеет электрическую блокировку и местную контрольную лампу, которая загорается при неполадке в узле, приводимом от этого редуктора. Кроме пульта управления, у отливочной и выколоточной машин имеются кнопки аварийной остановки агрегата.
Формы не связаны с цепью и свободно перемещаются по направляющим гонками цепи. Конвейер 9 перемещает формы в вертикальный шкаф, вмещающий 60 форм. В шкафу они сначала поднимаются вверх, а затем опускаются вниз и при этом обдуваются воздухом, подогретым в паровом калорифере. Для поддержания постоянной температуры форм 31±1 °С имеется автоматическая система регулирования 8, которая при повышении температуры отключает подачу пара в калорифер и включает пар при понижении температуры форм. Все подогретые формы в одной рамке заполняются отливочной машиной 7 одновременно за один рабочий ход поршней. Вместимость приемной воронки отливочной машины 25 л. В ней имеется мешалка и две группы по 12 поршней с золотниками и одна сменная распределительная плита.
Рис.
14.4. Схема дозирующего устройства
отливочного
механизма
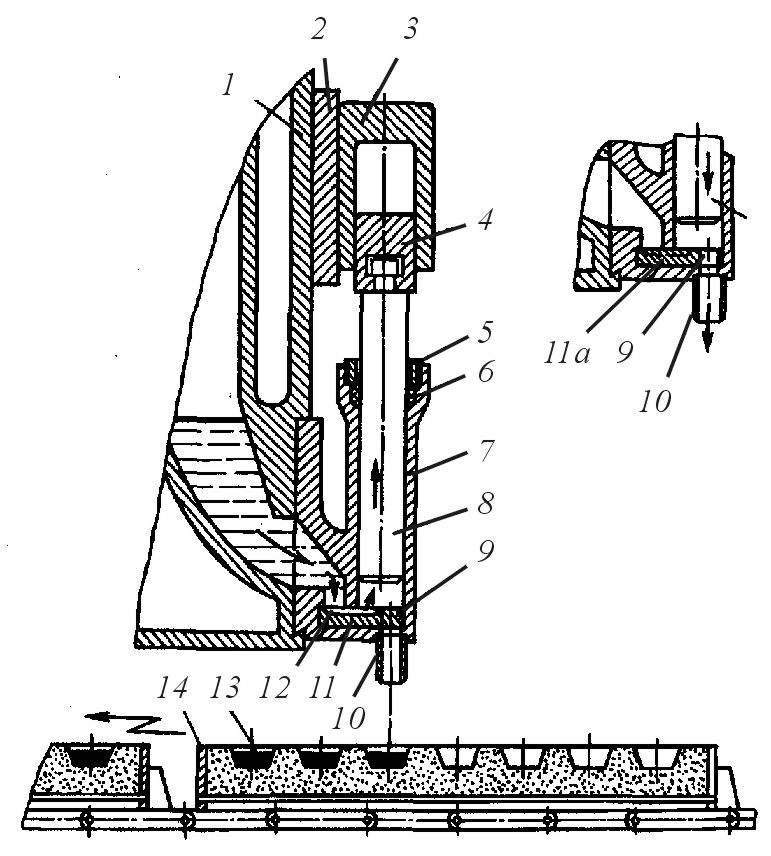

Рис.
14.5. Агрегат «Холько-Гелиос 171»
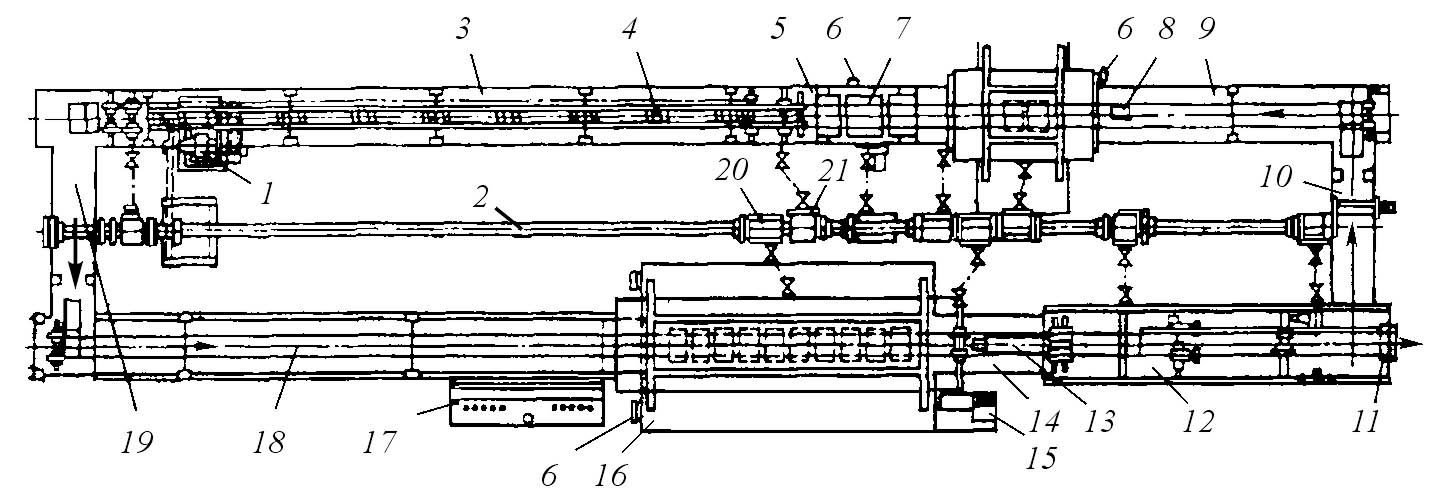
Рамки с готовыми изделиями выводятся из шкафа конвейером 14, при этом устройством 13 на рамку накладывается пластмассовая пластина. Устройство 13 состоит из магазина с пластинами и кулачка, приводимого в движение электродвигателем мощностью 0,1 кВт. Кулачок вытаскивает из стопы нижнюю пластину. Она ложится на перемещаемую конвейером рамку, которая затем поступает в выколоточную машину 12. В ней рамки поворачиваются на угол π рад.
При ударе по рамкам рычагами изделия выпадают из форм на пластины. После повторного поворота на тот же угол рамки поперечным конвейером 10 подаются в шкаф для подогрева. Пластины с изделиями на них выводятся из выколоточной машины на стол конвейером 11.