

Техническая характеристика плющильной установки а1-кпк
Производительность, кг/ч .1500
Толщина хлопьев, мм .0,3…1,5
Размеры валков, мм:
диаметр 490
длина 800
Частота вращения, мин–1:
валков 161…232
питательного валика 25
Мощность электродвигателя, кВт 18,5
Расход воды на охлаждение, м3/ч 0,6
Давление масла в гидроприводе вальца, МПа 10
Габаритные размеры, мм 200016652000
Масса, кг 4500
Рис.
10.18. Расчетная схема для определения
минимально допустимого
диаметра
вальцов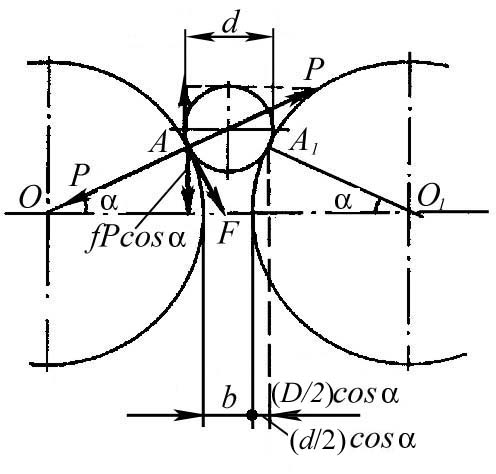
Частица диаметром d до начала ее деформирования касается поверхности вальцов в точках А и А1 и действует на вальцы по нормалям к касательным в этих точках с некоторой силой Р. В свою очередь, частица испытывает со стороны вальцов такую же силу Р. Вертикальные составляющие этих сил 2Psinα стремятся вытолкнуть частицу из сферического клина, образуемого цилиндрическими поверхностями вальцов, а ее вертикальные составляющие сил трения 2fPcosα затягивают частицу в зазор между вальцами b. Отсюда очевидно, чтобы частица была затянута вальцами, необходимо выполнение следующего неравенства:
2Psinα < 2fPcosα,
откуда
sinα/cosα < f или tga < tgφ.
Следовательно, угол α, называемый углом захвата, должен быть меньше угла трения φ частицы о поверхность вальца.
Так как
D + b = Dcosα + dcosα,
то минимально допустимый диаметр вальцов по условию захвата частицы вальцами, т. е. с учетом того, что предельное значение угла захвата должно быть равно углу трения φ, будем определять Dmin по формуле
Dmin = (dcosφ – b)/(1 – cosφ).
Производительность плющильной машины П (кг/с) определяют по формуле
П = Lv3bk,
где – плотность измельчаемого продукта, кг/м3; L – длина вальца, м; b – межвальцовый зазор, м; v3 – скорость прохождения обрабатываемого продукта между вальцами, м/с; k – коэффициент использования зоны измельчения (k < 1).
-
Конечно, надо уметь преодолевать трудности, но надо уметь и не воздвигать их перед собой…
Капица Петр Леонидович (1894–1984),
физик, академик АН СССР
10.7. Резательные машины
Рис.
10.19. Машина А9-КРВ «Ритм»
Машина имеет сварную станину 1, на которой смонтированы фланцевый электродвигатель 9 с редуктором 12, питатель 4, угловая приставка 7. Внутри питателя 4 вращается барабан 5, состоящий из двух дисков с тремя лопастями 6 между ними. Барабан 5 соединен с тихоходным валом редуктора 12. С торца к питателю крепится загрузочный бункер 10, а в его нижней части установлены неподвижный плоский нож 3, сменная гребенка 2 ножей продольного среза и разгрузочный лоток 11.
На выходной части первой ступени редуктора 12 находится угловая приставка 7, на вертикальный вал 1 которой насажен горизонтальный диск 8 с закрепленными на нем ножами поперечного среза. Приставка 7 устанавливается только при резке сырья на кубики.
Сырье из загрузочного бункера 10 попадает во вращающийся барабан 5, центробежной силой отбрасывается к стенке питателя 4 и лопастями 6 смещается вниз, к гребенчатым ножам 2. Гребенчатые ножи надрезают продукт в продольном направлении на глубину, равную высоте ножа. На ту же глубину, но в поперечном направлении продукт надрезается ножами, находящимися на вращающемся диске 8. Затем надрезанный слой продукта срезается неподвижным плоским ножом 3, и срезанные кубики падают в разгрузочный лоток 11.
При резке продукта на столбики необходимо снять угловую приставку 7, а при резке продукта на кружки снимают еще и сменную гребенку 2 с ножами продольного среза. Для изменения размеров измельчаемого сырья в машине предусмотрены сменные рабочие органы.
Рис.
10.20. Шинковальная машина МШ-10000
Машина состоит из смонтированной на колесах сварной рамы 8, в верхней части которой установлен корпус шинковки 4 с двумя улиткообразными, открытыми снизу раструбами и с насаженным на вертикальный вал горизонтальным ножевым диском 5. В нижней части рамы 8 находится площадка, на которой закреплен электродвигатель 9, приводящий через ременные передачи 13 и 15 в движение ножевой диск 5 и ленточный транспортер 7. Натяжной барабан 10 транспортера 7 и натяжное устройство 11 размещены на двух направляющих кронштейнах 12. Ножевой диск 5, насаженный на вертикальный вал 2, связан конической зубчатой передачей с горизонтальным валом 3. Снизу под шинковкой укреплен приемный бункер 6 с лотком, предназначенный для подачи нарезанного сырья на ленточный транспортер 7. Для ручного пуска машины служит червячная передача, смонтированная в коробке, укрепленной на раме. Она имеет рычаг 14 с рукояткой.
Сырье подается в машину через съемный загрузочный бункер 1 в приемные раструбы корпуса шинковки, с помощью вращающегося ножевого диска 5 затягивается внутрь раструбов и заклинивается между диском и внутренней стенкой раструба. При дальнейшем вращении диска 5 ножи последовательно срезают слой продукта, который проходит под диск через прорези, сделанные перед каждым из одиннадцати ножей, и попадает на ленту транспортера.
Техническая характеристика резательной машины представлена в табл. 10.3.
Таблица 10.3. Техническая характеристика резательных машин
Показатели |
А9-КРВ «Ритм» |
МШ-10000 |
Производительность в зависимости от вида сырья и размеров нарезаемого продукта, кг/ч |
до 2000 |
до 10000 |
Размеры нарезаемых кубиков, мм |
101010; 777 |
Стружка длиной не менее 5 мм |
Частота вращения ножевого диска, мин –1, при резке на кубики размером |
|
|
101010 |
455 |
210 |
777 |
655 |
210 |
Мощность электродвигателя, кВт |
1,5 |
4,0 |
Скорость движения ленты транспортера, м/с |
– |
2,08 |
Габаритные размеры, мм |
108019721505 |
160010201500 |
Масса, кг |
380 |
500 |
Машина А8-ИТО линейного типа непрерывного действия (рис. 10.21) предназначена для обезглавливания рыб тресковых видов клиновидным резом с удалением плечевых костей и грудных плавников. Основными узлами машины являются: станина 1, редуктор 2, ножевая головка 3, транспортер 6, загрузочный лоток 5, разгрузочный лоток 7 и регулировочное устройство 4.
Ножевая головка 3 включает вращающиеся ножи, установленные под углом 90 один к другому. Транспортер 6 для подачи рыбы к ножевой головке 3 имеет три параллельно движущиеся ветви, две из которых несут лотки для рыбы, а на третьей крепятся опоры для передвижения голов к разгрузочному лотку.
Регулировочное устройство 4 обеспечивает фиксацию рыбы в момент отрезания головы и установку рыбы по отношению к ножам.
Рыбу вручную укладывают в лоток транспортера брюшком вперед, головой влево. При этом положение головы определяется визуально так, чтобы направляющая перед головоотрезающими ножами была направлена на начало грудных плавников. Ножи отрезают голову клиновидным резом непосредственно за жаберными крышками. При этом у головы отсекается шейная кость. Во время реза голова упирается в заслонку, которая прижимает голову к затылочной опоре, эго позволяет сохранить мясо на затылочной части. Отрезанные головы падают, тушки направляются в отводящий лоток. Выход продукции в значительной степени зависит от правильной укладки рыбы в лотки транспортера.