

Техническая характеристика мельницы 292-в
Производительность, кг/ч .200…800
Мощность электродвигателей, кВт 23,5
Габаритные размеры, мм 7008001900
Масса, кг .1350
Инженерные расчеты. Производительность дисковой мельницы П (кг/c)
![]() ,
,
где а – число параллельно работающих зазоров; k1 = d1/d2 (d1 – внутренний диаметр корундовой накладки, d2 – ее наружный диаметр); k1 0,7; k2 – опытный коэффициент, показывающий, какую часть составляет скорость движения продукта в радиальном направлении от окружной скорости на расстоянии 0,5D от оси вращения; для дисковой мельницы k2 = 0,01; ( – коэффициент заполнения щели; = 0,7…0,8; – насыпная плотность какао-крупки, кг/м3; D – наружный диаметр диска, м; – зазор между дисками, м; – угловая скорость диска, рад/с.
В штифтовой мельнице полезная энергия измельчения превращается в теплоту. Измерив силу тока i и напряжение U, можно вычислить величину мощности (Вт), превращаемой при измельчении в тепловой поток Ф (Вт)
![]() ,
,
где
![]() – общий коэффициент полезного действия
электродвигателя и приводного устройства.
– общий коэффициент полезного действия
электродвигателя и приводного устройства.
Мельница измельчает П (кг/с) продукта, который поступает в нее с температурой t1 (К). Для перемещения измельченного продукта в мельницу подается воздух с температурой tв (К). Из условия транспортирования воздуха следует подать следующее количество воздуха Gв (кг/c)
![]() ,
,
где
![]() – среднее отношение масс продукта и
воздуха.
– среднее отношение масс продукта и
воздуха.
Образующаяся при измельчении теплота нагревает продукт и воздух.
Тепловой баланс этой установки без учета потерь в окружающую среду имеет вид
![]() ,
,
где с и св – удельная теплоемкость продукта и воздуха, кДж/(кгК); Ф – тепловой поток, образующийся при измельчении, кВт.
Температура нагрева продукта t2 (К)
![]() .
.
-
Желающий учить того, кто высокого мнения
о своем уме, попусту тратит время.
Демокрит (460–370 до н.э.),
древнегреческий философ
10.6. Плющильные машины
Плющильная установка А1-КПК (рис. 10.17) предназначена для плющения круп и зернобобовых после их варки и подсушки.
Установка состоит из станины 8, двух плющильных вальцов 11, подшипниковых узлов 3 плющильных вальцов, привода вальцов 2, межвальцовой передачи, устройства 5 подачи исходного продукта, устройства автоматического регулирования подачи исходного продукта, устройства 6 прижима и разведения вальцов, механизма настройки вальцов на параллельность, очистителей вальцов 10, устройства охлаждения вальцов, виброопор 4, ограждения привода 1, питающей трубы 9, сигнализатора уровня исходного продукта, системы управления прижимом и разведением вальцов, бункера 7 для сбора плющеного продукта.
Станина выполнена из двух продольных штамповочно-сварных балок, соединенных поперечными опорами, на которые монтируются корпуса подшипников плющильных вальцов.
Рабочими органами установки являются плющильные вальцы. Каждый плющильный валец выполнен в виде полой бочки с прикрепленными к ней с обоих торцов цапфами. На каждом торце бочки предусмотрены отверстия для балансировки с заглушками. Подшипниковые опоры плющильных вальцов выполнены с разъемными корпусами, при этом один валец имеет неподвижную ось вращения, а другой – подвижную. Корпуса вальца с подвижной осью вращения соединены с поперечными балками одной шарнирной опорой, при этом одна шарнирная опора выполнена эксцентриковой для регулирования бокового зазора между зубьями шестерен межвальцовой передачи. Привод вальцов выполнен двухступенчатым. Вариатор сделан с (ведущим) регулируемым шкивом. Регулирование осуществляется перемещением двигателя по направляющим посредством ходового винта. Вариатор вместе с двигателем смонтирован на поворотной плите, чем обеспечивается натяжение клиновых ремней второй ступени. На противоположных от привода концах плющильных вальцов закреплены шестерни межвальцовой передачи, которые закрываются кожухом.
Устройство подачи исходного продукта выполнено в виде двух валиков, один из которых – с подвижной осью вращения, другой – с неподвижной. Привод устройства подачи исходного продукта осуществлен в виде плоскоременной передачи, ведущим звеном которой является ведомый шкив клиноременной передачи привода вальцов, и редуктора. Последний через упругую муфту кинематически связан с валиком, имеющим неподвижную ось вращения. Периферийная поверхность валиков выполнена с винтовыми продольными канавками. Редуктор имеет кулачковую муфту, сцепление (и расцепление) кулачков в которой сблокировано с перемещением опор вальца с подвижной осью вращения.
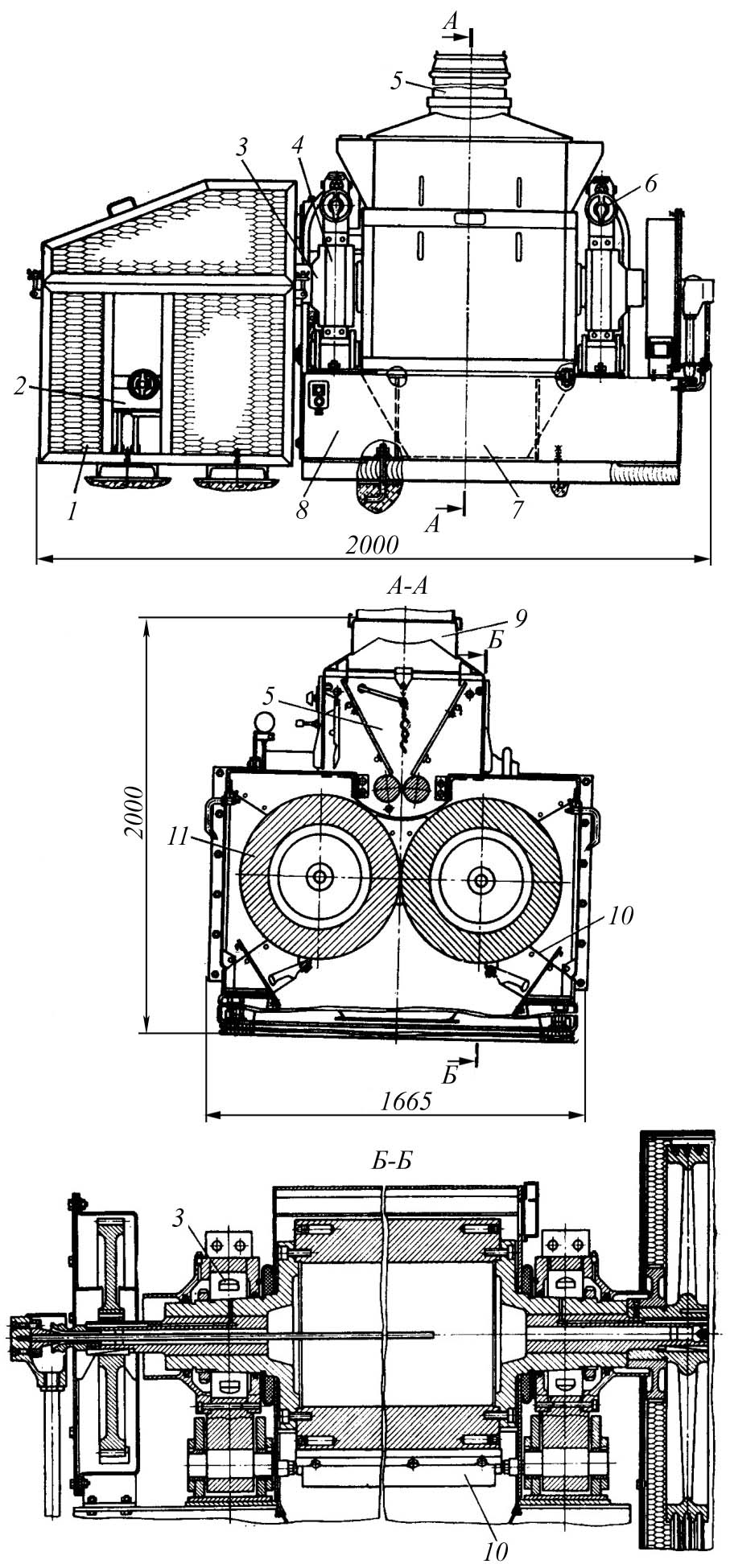
Рис. 10.17. Плющильная установка А1-КПК
Автоматическое регулирование подачи исходного продукта обеспечивается автоматическим изменением зазора между питающими валками. В этих целях валик с подвижной осью вращения заключен в подвижные подшипниковые опоры, движение которым сообщается посредством системы рычагов от сигнализатора уровня исходного продукта. Синхронность перемещения подвижных подшипниковых опор обеспечивается выполнением их шарнира в виде валика. В начальном положении (при отсутствии продукта) валики поджимаются пружиной, находящейся в системе рычагов. Диапазон автоматического изменения зазора между валиками регулируется ограничительным винтом.
Устройство прижима и разведения вальцов выполнено в виде гидроцилиндра двойного действия, шток и крышка которого откидными болтами соединены с корпусами подшипников плющильных вальцов.
Между подвижными корпусами вальцов и резьбовыми концами стяжного стержня размещены пружинные амортизаторы, обеспечивающие безопасный проход между вальцами инородных тел размером до 5 мм.
Для очистки вальцов от налипшего продукта применяются ножи из углеродистой инструментальной стали, укрепленные на чугунном каркасе. Каркас ножей шарнирно подвешен к цилиндрическим поверхностям специальных витков, ввернутых в резьбовые отверстия камеры, и включает грузовую часть, обеспечивающую контакт ножей с поверхностями вальцов.
Устройство охлаждения каждого из вальцов состоит из корпуса, прикрепленного к картеру кожуха межвальцовой передачи, и трубки, жестко прикрепленной к корпусу посредством переходника. К корпусу с помощью переходного штуцера и накидной гайки прикреплен запорный кран, открывающий и закрывающий подачу воды во внутреннюю полость вальца. Отвод воды из вальца в корпус обеспечивается насадкой, ввернутой в резьбовое отверстие цапфы.
Для снижения вибрации, создаваемой работой установки, продольные балки монтируются на деревянную раму с резиновыми прокладками.
Питающая труба выполняется прозрачной для удобства контроля за подачей исходного продукта. Соединение питающей трубы с горловиной и подводящим самотеком уплотняется резиновыми кольцами.
Бункер для сбора плющеного продукта прикреплен винтами к продольным балкам станины и боковым стенкам камеры.
Аспирация машины обеспечивается выполнением в боковых стенках камеры двух прямоугольных отверстий, соединяемых трубопроводами с расположенным на верхней панели питателя отверстием, предназначенным для подсоединения к трубопроводу системы аспирации цеха.
Работа установки начинается с пуска двигателя насоса, который подает масло из бака в золотник. Последний в обесточенном состоянии под действием пружины соединит нагнетательную магистраль с бесштоковой полостью гидроцилиндров. Вытесненные из гидроцилиндров штоки разведут корпуса подшипников вальцов, увеличив тем самым зазор между ними до 6 мм и устранив сопротивление скопившихся между вальцами пыли и продукта. В результате обеспечивается нормальный запуск двигателя привода вальцов. По заполнении системы масло начнет перепускаться предохранительным клапаном на слив в бак.
После запуска двигателя привода вальцов вращение будет передаваться шкивам, шестерням, вальцам и входному валу редуктора питателя.
При поступлении в приемный бункер исходного продукта сигнализатор его уровня передает воздействие продукта на микровыключатель, который замкнет цепь электромагнита золотника. Последний сообщит нагнетательную полость насоса со штоковыми полостями гидроцилиндров. При этом поршни втянут штоки внутрь гидроцилиндров, вследствие чего сблизятся корпуса подшипников вальцов и уменьшится зазор между ними.
На части хода корпусов подшипников вальцов блокировка освободит в редукторе пружину сжатия и под ее действием замкнутся кулачки муфты, обеспечивая передачу вращения валику питателя. Последний своими рифлями станет подавать продукт на плющение между вальцами. Плющеный продукт будет отводиться через воронку на дальнейшую обработку. Примерно через 30 мин после начала работы установки включается подача воды на охлаждение вальцов.