

Техническая характеристика волчка-дробилки в2-фд2-б
Производительность, кг/ч 7500
Размер кусков сырья, мм:
до измельчения 700350200
после измельчения 40
Установленная мощность, кВт 45
Габаритные размеры, мм 262010401380
Масса, кг 2100
Волчок К6-ФВП-120 (рис. 10.28) предназначен для среднего и мелкого измельчения мясного сырья.
Он установлен на станине 1 сварной конструкции и включает механизм подачи сырья, режущий механизм 5, привод 2 и загрузочный бункер 8.
В механизм подачи сырья к режущему механизму 5 входят рабочий шнек 4, вспомогательный шнек 3 подачи сырья к рабочему шнеку и рабочий цилиндр 7 с внутренними ребрами. Режущий механизм 5 – ножи, установленные на хвостовике рабочего шнека 4, ножевые решетки и прижимное устройство 6. Откидной стол служит для санитарной обработки режущего механизма, откидная площадка 10 обеспечивает удобство обслуживания. Управление приводом волчка осуществляют кнопками 9.

Рис. 10.28. Волчок К6-ФВП-120
Мясо (температура не ниже 1 С) подается в загрузочный бункер волчка по вертикальным спускам, откуда захватывается вспомогательным и рабочим шнеками и направляется к режущему механизму.
На нем сырье измельчается до заданной степени, что обеспечивается установкой ножей и соответствующих ножевых решеток. При переработке шрота порция загружаемого сырья не должна превышать 90 кг, в противном случае возможно зависание продукта в чаше.
Техническая характеристика волчка К6-ФВП-120 приведена в табл. 10.6.
Волчок К7-ФВП-160-2 (рис. 10.29, а) предназначен для среднего и мелкого измельчения мясного сырья.
Он состоит из четырех основных механизмов: питающего, режущего 2, привода и станины, на которой монтируются все сборочные единицы, детали, электродвигатель 9 и пусковая электроаппаратура. Волчок включает также подпорную решетку 1,
ножевой вал 3, одновитковую лопасть 5, клиноременную передачу 8 ножевого вала, площадку 10 для санитарной обработки, желоб 11 и трубчатую насадку 12.
Питающий механизм включает бункер 6 и шнеки 4. Режущий механизм (рис. 10.29, б) состоит из подпорной решетки 1, выходной ножевой решетки 2, ножей 3, промежуточной 4 и приемной 5 решеток, а также цилиндра с внутренними ребрами и гайкой-маховиком с трубчатой насадкой. Ножи выполнены из двух частей и имеют криволинейные зубья, между которыми расположены проходные каналы для продукта. Частота вращения ножей (8,3 с–1) превышает частоту вращения рабочего шнека (3,3 c–1).
Это достигается тем, что вал, приводящий во вращение ножи, проходит внутри рабочего шнека и имеет самостоятельный привод. Рабочий шнек в месте загрузки имеет впадины для заполнения продуктом, а загрузочный бункер под шнеком – отсекающие ребра. Эта конструкция обеспечивает равномерную и непрерывную подачу продукта в рабочую зону.

Рис. 10.29. Волчок К7-ФВП-160-2: а – схема волчка; б – режущий механизм
Число спиральных ребер превышает в два раза число ребер со стороны загрузочного бункера, в результате чего исключается возврат продукта в бункер. Выходная решетка толщиной 8 мм поджимается жесткой подпорой с радиальными заостренными ребрами. Конструкция этой подпоры позволяет применять решетки толщиной до 3,0 мм, тогда как ранее решетки заменяли на новые при износе до толщины 8,0 мм.
Привод состоит из электродвигателя 9, редуктора цилиндрического и клиноременной передачи 7.
Волчок работает следующим образом: жилованное мясо в кусках массой до 0,5 кг подается в бункер, откуда захватывается рабочим и вспомогательным шнеками и направляется в зону режущего механизма. В нем сырье измельчается до заданной степени, которая обеспечивается путем установки ножей и ножевых решеток с соответствующими диаметрами отверстий.
Техническая характеристика волчков (без загрузочных устройств) приведена в табл. 10.6.
Таблица 10.6. Техническая характеристика волчков
Показатели |
К6-ФВП-120 |
К7-ФВП-160-1 |
Производительность, кг/ч |
2500 |
5000 |
Диаметр решеток режущего механизма, мм |
120 |
160 |
Установленная мощность, кВт |
12,5 |
32,2 |
Габаритные размеры, мм |
16009001600 |
190010001650 |
Масса, кг |
800 |
1200 |
В настоящее время осваивается выпуск модульных агрегатов для малых частных предприятий и фермерских хозяйств. Эти агрегаты представляют собой устройства, в которых на базе универсального привода монтируют волчок, шприц, мешалку, куттер и др.
Куттеры предназначены для тонкого измельчения мясного мягкого сырья и превращения его в однородную гомогенную массу. Мясное сырье в куттерах измельчается при помощи быстровращающихся серповидных ножей, установленных на валу. Ножи попеременно погружаются во вращающуюся с частотой до 0,3 с–1 чашу.
Измельчение ведется в открытых чашах или под вакуумом. Кроме того, в куттерах совмещают процессы измельчения и смешивания.
Рис.
10.30. Схема работы куттера
периодического
действия

Число ножей в комплекте для куттеров периодического действия составляет не менее двух, и вращаются они с частотой до 100 с–1 и более. Нож куттера может иметь режущую кромку в виде прямой линии с заточкой в виде клина или малоизогнутой линии и сложной геометрической формы (ломаная линия).
Выбор ножа с первой или второй формой заточки режущей кромки определяется требованиями качества измельчения продукта и энергетическими затратами. При существующих формах заточки ножей предпочтение отдается асимметричному клину с углом при вершине от 15 до 30.
Ножи закрепляют способом открытого и закрытого гнезда. В первом случае крепление ножей с вилкообразной посадочной частью применяют для куттеров малой производительности.
Ножи укрепляют на валу гайкой, и они удерживаются силой трения. Второй способ применяется для высокоскоростных куттеров. Ножи изготовляют с отверстиями в посадочной части.
Конструкцию ножей и ножевой головки (рис. 10.31) выбирают такой, чтобы обеспечить их легкую балансировку и поддержать минимальный зазор между внутренней поверхностью чаши и режущей кромкой ножа.
В его состав входят нож 1, посадочная часть 2, втулка 3, вал 5, штифт 6, гайка 8 и диск 9. Отверстия 4 и 7 предназначены для входа исходного продукта и удаления измельченного.
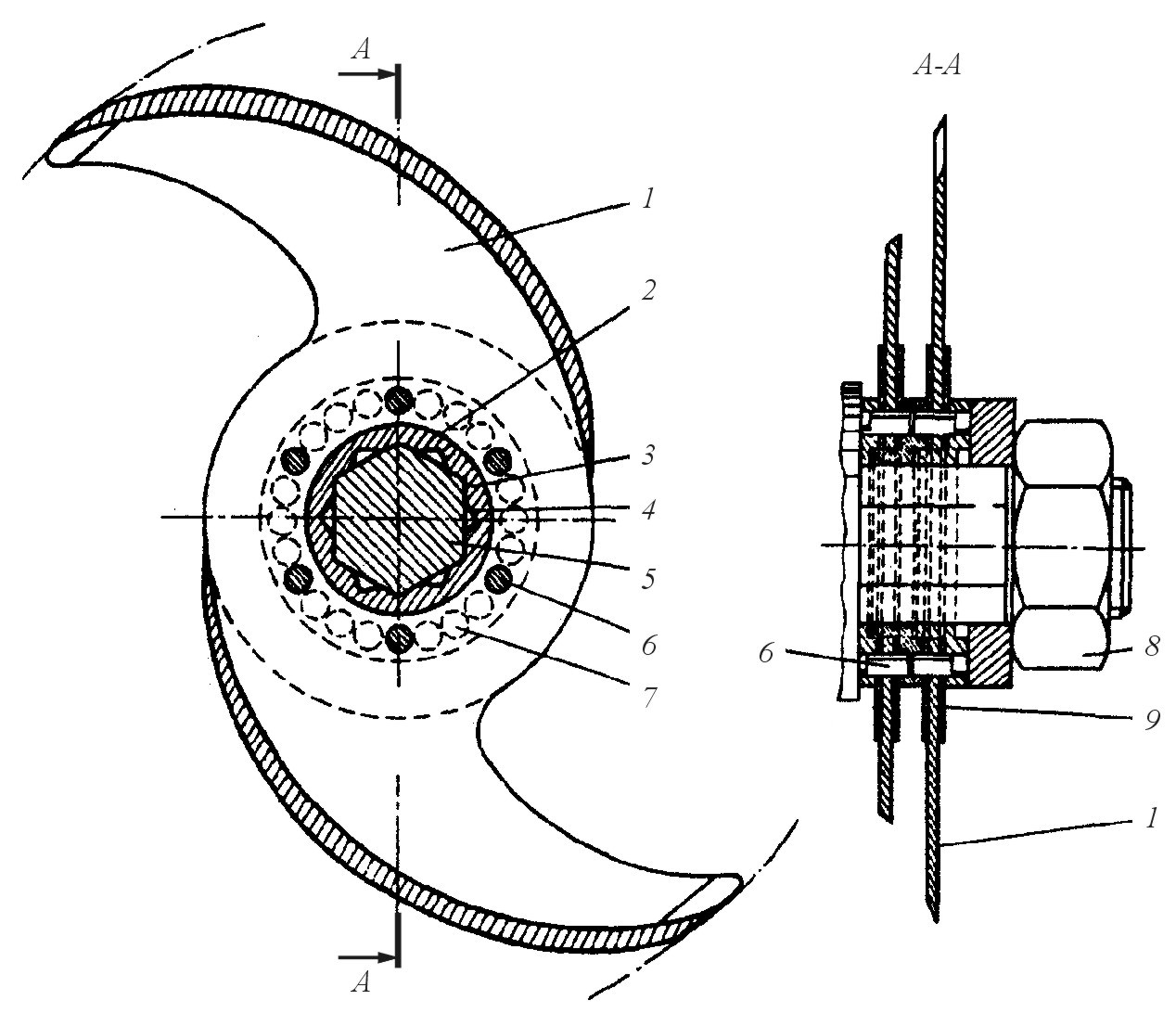
Рис. 10.31. Конструкция ножей и ножевой головки
Чашу куттера загружают либо вручную, либо загрузочными устройствами (подъемниками с напольными тележками). Измельченный продукт выгружают из куттеров периодического действия вручную в напольную тележку, опрокидывая чашу, или при помощи разгрузочных тарелок и скребков через борт чаши или через центральное отверстие в ней, закрываемое пробкой. Откидную крышку куттера открывают и закрывают специальными устройствами. В вакуумных куттерах крышка закрывает чашу герметично благодаря резиновой прокладке.
Основной показатель технической характеристики куттера – вместимость чаши. Для малых предприятий применяют куттеры с чашей вместимостью от 15 до 125 л, на крупных – более 125 л.
Куттер Л5-ФКМ (рис. 10.32, а) предназначен для окончательного тонкого измельчения мяса и приготовления фарша при производстве варено-копченых, полукопченых, сырокопченых, вареных, ливерных колбас, сосисок и сарделек. Допускается измельчение охлажденного от –1 до +5 С мяса в кусках массой не более 0,5 кг, а также блоков замороженного мяса размерами 19019075 мм температурой не ниже –8 С.
Он состоит из станины 1 с электродвигателями приводов ножевого вала и чаши, чаши ножевого вала 6, защитной крышки, выгружателя 4 с тарелкой 5, механизма загрузки 3, тележки 2, дозатора воды и электрооборудования с пультом управления.
Станина 1 изготовлена из двух отдельных частей. В нижней части на качающихся плитах установлены электродвигатели приводов ножевого вала и чаши, в верхней части на подшипниках качения – ножевой вал, на консоли которого расположены ножевые головки. Механизм выгрузки – редуктор, к которому с одной стороны фланцем присоединен электродвигатель, с другой – труба выгружателя с проходящим через нее валом привода тарелки. Исполнительный орган выгружателя – тарелка. В момент начала выгрузки продукта она получает вращение, а так как одновременно включается муфта червячной пары, то медленно опускается в чашу – фарш выгружается. При достижении тарелкой дна чаши муфта отключается, движение тарелки вниз прекращается, она продолжает вращаться до полной выгрузки продукта, а затем включается реверс и тарелка поднимается вверх.
Ножевой вал (рис. 10.32, б) состоит из шкива 1, болта 2, крышки 3, подшипников 4 и 6, вала 5, ножевой головки 8, кольца 9, гайки 10. Наружный 7 и внутренний 11 лабиринты обеспечивают заданную траекторию движения продукта.
Рис.
10.32. Куттер Л5-ФКМ: а
– общий вид; б
– ножевой вал
