

4.3. Сушка после окраски
Качество лакокрасочного покрытия во многом зависит от способа его сушки. Сушка – это сложный химический процесс, состоящий из испарения растворителя и окисления или полимеризации пленки. Существуют два метода сушки: естественная и искусственная. Естественная сушка производится при температуре 18-20 °С и продолжается 24-48 ч и более. Искусственная сушка значительно ускоряет процесс высыхания пленки и значительно улучшает покрытие, увеличивая его твердость, водостойкость и другие качества.
Искусственная сушка выполняется тремя основными способами: конвекционным, терморадиационным и индукционным.
При конвекционной сушке (рис. 4.6, а) окрашенные поверхности изделия нагреваются горячим циркулирующим воздухом в сушильных камерах. Воздух нагревается электрическим током, паром, газом в вентиляционно-калориферных установках. Этот метод сушки имеет недостаток. Высыхание слоя идет снаружи, и образовавшаяся в начале сушки корочка задерживает свободный выход паров растворителя из нижних частей слоя краски, что удлиняет время сушки. Пары растворителя, улетучиваясь из внутренних слоев краски, прорывают свежую корочку и образуют при этом поры на окрашиваемой поверхности. Такая пленка не обеспечивает надежной защиты от влаги, а тем более от других агрессивных сред.
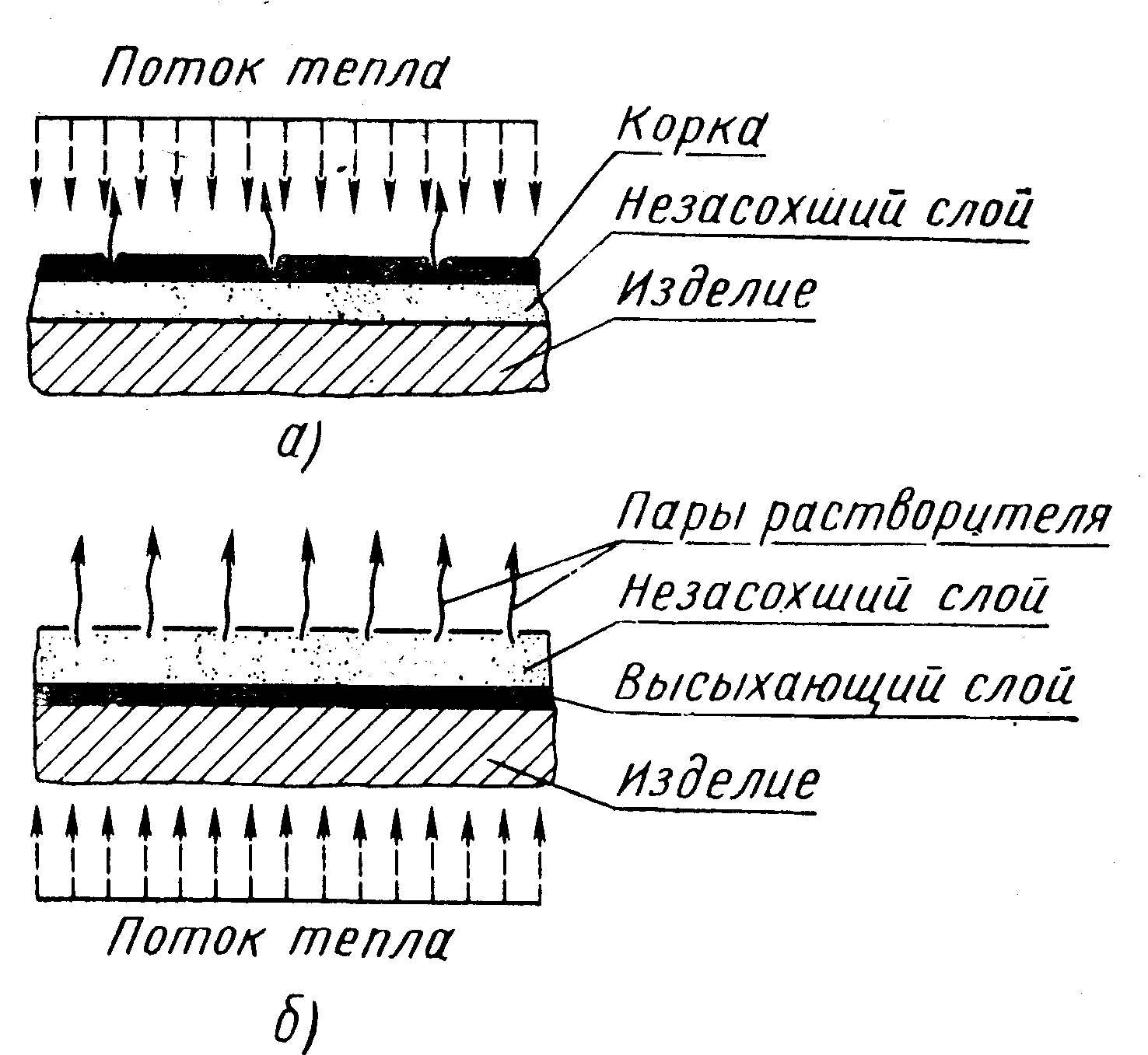
Рис. 4.6. Схема процесса сушки краски
Терморадиационная сушка (вид б) (рефлекторная, панельная, ламповая) основана на поглощении инфракрасных лучей окрашенной поверхностью. Невидимые инфракрасные лучи быстро нагревают металлическую поверхность, и при этом высушивание лакокрасочного покрытия происходит не снаружи, а изнутри. В этом случае поверхность пленки не разрушается парами растворителя, а получается плотной. Она надежно защищает поверхность. Время сушки данным методом сокращается в 5-10 раз в сравнении с конвекционным. При индукционной сушке скорость высыхания поверхности большая, однако необходимость изготовления сложных индукторов по профилю детали и окраска деталей только из токопроводящих материалов ограничивают применение этого метода.
В связи с большими габаритами подъемно-транспортных машин завод-изготовитель организует окраску по отдельным узлам и механизмам. Общая же окраска машины, как правило, осуществляется потребителем. Согласно техническим условиям, все неподвижные крановые механизмы и металлоконструкции окрашивают по грунту антикоррозионными красками в серый цвет, а подвижные части, механизмы передвижения, подвески с крюком и другие детали - в светло-серый цвет другого оттенка. Все внутренние поверхности масляных ванн и детали, находящиеся внутри этих поверхностей, окрашивают маслостойкой краской в красный цвет. Детали, относящиеся к смазочной системе, окрашиваются в ярко-красный цвет.
4.4. Транспортирование машин
После изготовления и продажи крана его необходимо доставить к потребителю. На небольшое расстояние (100 – 200 км) пневмоколесные и автомобильные краны перемещаются своим ходом, гусеничные краны — на многоколесных тяжеловозах (трейлерах). Небольшие и средние башенные краны перевозят автотранспортом.
При больших расстояниях транспортирование своим ходом и автотранспортом нецелесообразно и краны перевозят железнодорожным транспортом. Машины, которые можно погрузить на железнодорожные платформы без разборки, например малые гусеничные, тракторные и автомобильные краны, транспортируют в собранном виде. Машины, которые невозможно перевозить по железной дороге в собранном виде транспортируют по частям в виде отдельных крупных блоков.
Все транспортируемые на железнодорожных платформах грузоподъемные машины или их отдельные части должны быть хорошо укреплены, чтобы при движении, особенно по кривым, они не могли сдвинуться с места, и их части или детали не должны выходить за габариты подвижного состава.
Длинные неразъемные элементы кранов, например стрелы, башни, можно перевозить на двух платформах, но при этом они должны обязательно опираться на поворотные шкворневые балки. Стрела, не отсоединяемая от крана, может опираться на соседнюю платформу, но под нее должны быть подведены козлы.
Двери кабин кранов должны быть закрыты и опломбированы, стекла окон закрыты фанерой или картоном. Вода из систем охлаждения и топливо из баков должны быть слиты. При длительном транспортировании все открытые обработанные детали механизмов должны быть смазаны техническим вазелином.
Погрузка и разгрузка разобранных грузоподъемных машин производятся кранами. Малые гусеничные, пневмоколесные, автомобильные и тракторные краны погружаются и разгружаются своим ходом, для чего платформа подается в тупик и с ее торцовой стороны выкладывается наклонная плоскость из шпал с уклоном не более 15°.
Если некоторые съемные элементы крана выходят за габарит подвижного состава, например гусеничные ленты, вторые колеса и т. п., то после погрузки они должны быть сняты.
На транспортируемые машины и их отдельные элементы, включая сменное и вспомогательное оборудование и инструмент, должна составляться опись.
Краны, транспортируемые в собранном виде, должны сопровождаться проводником.