

1.1.2. Сортамент
Первичными элементами, из которых изготовляют металлоконструкции, являются листовой и профильный прокат. Листовая сталь разделяется: на полосовую (ГОСТ 103—76), широкополосную (ГОСТ 82—70), тонколистовую (холоднокатаная ГОСТ 19904—90 и горячекатаная ГОСТ 19903—74) и толстолистовую (горячекатаная ГОСТ 19903—74). Универсальную широкополосную сталь применяют в готовом виде без обрезки кромок, листовую — в готовом виде без обрезки и с обрезкой кромок. С целью уменьшения отходов металла установлены заказные размеры по длине и ширине листов.
Низколегированные конструкционные стали изготовляют в виде листового и широкополосного проката, а также сортового и фасонного проката.
Листовая сталь употребляется главным образом в виде толстолистовой стали толщиной 4—50 мм. Обычно ширина листов составляет 1400—2000 мм при длине 6—8 м. Широкополосная сталь катается шириной 200—1050 мм, а полосовая — 12—200 мм с длиной полос от 3 до 10 м.
Сталь профильную изготовляют в виде уголков, швеллеров, тавров, двутавров и др.
Уголковый профиль применяется преимущественно для элементов, работающих на осевые усилия, и соединительных элементов. Сортамент равнополочных уголков включает номера 2—25. Максимальные длины уголков до 13м. В сортаменте уголок каждого номера имеет несколько толщин. В общем случае предпочтительно применять уголки с возможно более тонкими полками, если даже это приводит к увеличению их номеров.
Швеллеры используют в элементах, работающих на осевые усилия, и в виде балок, работающих на поперечный изгиб, а также как соединительные конструктивные элементы. В сортаменте швеллеры имеют высоты 50—400 мм. Начиная с № 14 и до № 24 швеллеры при данной высоте изготовляются двух-трех различных по размерам сечений. Длины швеллеров от 4 до 13 м.
Двутавры применяются почти исключительно для элементов, работающих на поперечный изгиб. В сортаменте они имеют высоты 100—600 мм. Начиная с №18 и до № 30 двутавры для каждой высоты изготовляются двух-трех различных по размерам сечений. Длина двутавров от 4 до 13 м. Балки двутавровые специальные для подвесных путей имеют высоты 180, 240, 300, 360, 450 мм при длинах от 4 до 13 м.
Тавры (ГОСТ 7511 —73) являются удобным профилем в металлоконструкциях, так как из них можно изготовлять сварные двутавры, а, кроме того, они могут заменить сдвоенные уголки в сварных фермах.
Сталь круглую (ГОСТ 2590—88) используют для элементов связей, анкерных болтов и т. д.
Сталь квадратную (ГОСТ 2591—88) часто применяют для крановых путей.
Трубы применяются для элементов, работающих на осевые усилия, особенно на сжатие. В сортаменте трубы бесшовные горячедеформированные имеют наружный диаметр 25—820 мм, а сварные — 38—1620 мм. Толщина стенки бесшовных труб изменяется в пределах 2,5—75 мм, а сварных — 2—20 мм. Максимальные длины бесшовных труб до 12,5 м, а электросварных — до 12 м. В трубчатых конструкциях благодаря большим радиусам инерции кольцевых сечений возможно применение панелей ферм большей длины, т.е. уменьшение количества нулевых стержней. Стержни из одной трубы по сравнению с составными стержнями из швеллеров и уголков имеют преимущество в отсутствии соединительных элементов. Трубы наиболее удобны для наружной окраски и испытывают наименьшее давление ветра. Для предохранения трубы от попадания внутрь влаги, что особенно опасно при ее последующем замерзании, торцы трубы должны быть герметически закрыты. Трубы стальные квадратные (ГОСТ 8639—82) при изготовлении решетчатых конструкций технологически более удобны, чем круглые. Они также могут использоваться для работы на поперечный изгиб (ходовые балки на стрелах башенных кранов). Их наружные размеры от 10 до 180 мм.
Гнутые профили, получаемые из листовой и полосовой стали на роликогибочных станках, дают экономию металла и уменьшение объёма сварочных работ.
На рис. 1.1 приведены различные типы гнутых профилей в соответствии с ГОСТ 19771—93, ГОСТ 19772—93, ГОСТ 8278—83, ГОСТ 8281—80, ГОСТ 8282—83 и ГОСТ 8283—93.
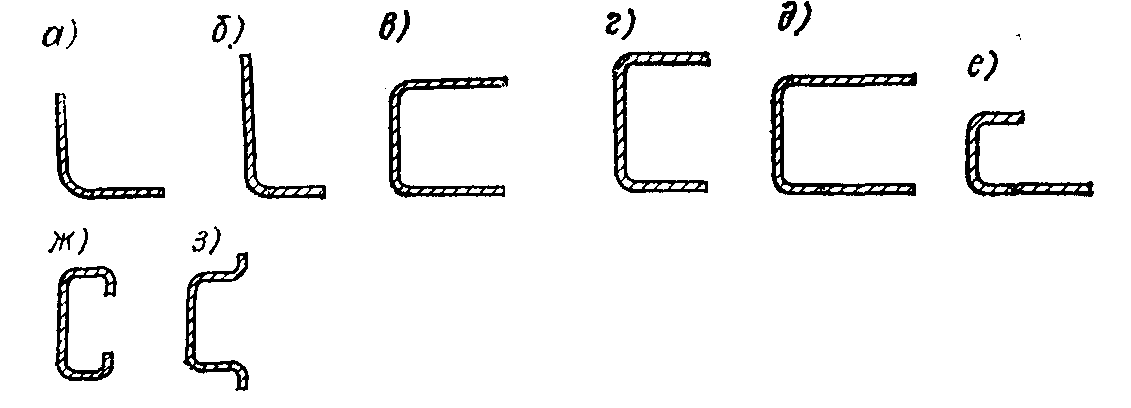
Рис. 1.1. Типы сечений гнутых профилей
Материалом для гнутых профилей служит горячекатаная и холоднокатаная отожженная листовая, ленточная и полосовая сталь марок Ст0, Ст1, Ст2, СтЗ (ГОСТ 380—94), стали 08, 10, 15, 20, 25 (ГОСТ 1050—88) толщиной 0,8—25 мм и низколегированная сталь толщиной 2—16 мм и длиной профилей 3000—12 000 мм.
Рифленая (ромбическая) листовая сталь (ГОСТ 8568—77) имеет ширины 600—1400 мм и длины 2000—6300 мм при толщине листа 2,5—8 мм и высоте рифа 1—2 мм; употребляется для площадок и ступеней лестниц.
При выборе толщин проката следует учитывать возможности изготовления (производства сварки) и условия эксплуатации (коррозия).
Рельсы крановые (ГОСТ 4121—96) и рельсы железнодорожные широкой (ГОСТ 7173—54) и узкой (ГОСТ 6368—82) колеи используют для подтележечных рельсов на кранах и для подкрановых путей. Для подтележечных рельсов кранов режимов работы 1К—ЗК и 4К, 5К используют также стали квадратную и полосовую со стороной не свыше 60 мм марки Ст5.