

2.6 Обработка на многошпиндельных токарных полуавтоматах и автоматах
Многошпиндельные токарные полуавтоматы и автоматы позволяют обрабатывать более сложные заготовки с большей производительностью, чем одношпиндельные автоматы. Однако точность обработки на них обычно ниже.
По виду обрабатываемых заготовок автоматы подразделяются на прутковые, заготовками для которых являются прутки различного диаметра; и магазинные, имеющие специальные емкости (магазины), для накопления штучных заготовок (литых, поковок).
Горизонтальный многошпиндельный автомат последовательного действия имеет в передней стойке барабан 1 со шпинделями 2, в которых закрепляют обрабатываемые заготовки (рис.2.15).
Шпиндели располагаются в барабане параллельно его оси вращения и получают вращение от одного привода. Около каждого шпинделя на торцовой стороне передней стойки установлены поперечные суппорты 3 с резцами, работающими от поперечной подачи (прорезные, подрезные, отрезные, фасонные и т. п.). На осевом суппорте 4, имеющем возможность продольного перемещения вдоль оси 6, смонтированы каретки с инструментами, работающими с продольной подачей (сверла, зенкеры, развертки, расточные резцы и т. п.).
Каретки осевого суппорта располагаются соосно со шпинделями барабана, против которых они находятся. Шпиндельный барабан с заготовками периодически поворачивается на одну позицию, и на каждой позиции выполняется своя стадия обработки заготовки. Таким образом, заготовка на каждой позиции проходит определенную стадию обработки соответствующим инструментом, а на предпоследней позиции отрезной резец отрезает деталь от прутка. Одна из позиций является загрузочной. На ней осуществляется съем обработанной и установка новой заготовки или подача заготовки до упора.
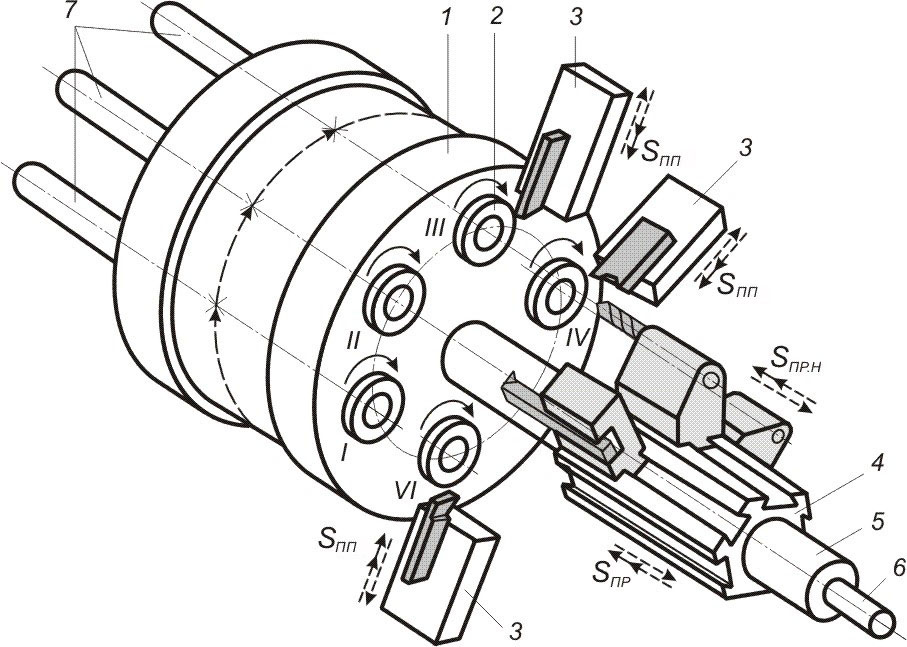
Рис.2.15. Схема горизонтального многошпиндельного пруткового автомата последовательного действия
Переналадка полуавтомата на обработку другой детали занимает не менее 3...5 ч, поэтому их используют для обработки довольно больших партий заготовок из прутка диаметром свыше 20 мм в серийном производстве.
Полуавтоматы последовательного действия, работающие по аналогичной схеме, широко используются для обработки штучных заготовок шестерен, ступиц, шкивов и других деталей в серийном и массовом производствах.
На вертикальных многошпиндельных полуавтоматах последовательного действия (рис.2.16) заготовки вместе с патронами 1 и шпинделями последовательно перемещаются из одной позиции в другую дискретным поворотом планшайбы 3. На каждой позиции выполняется своя стадия обработки комплектами инструментов на поперечных 4 или двухкоординатных (с поперечной кареткой) 7 суппортах. Суппорты перемещаются по направляющим неподвижной центральной колонны 5 с помощью приводов подач 6. Первая позиция полуавтомата – загрузочная, она не имеет суппорта, а шпиндель в ней неподвижен.
Шести- и восьмишпиндельные станки могут работать с двойной индексацией, т.е. с поворотом сразу на две позиции. В этом случае загрузочными являются две позиции и на нечетных и четных позициях могут параллельно выполняться циклы обработки заготовок с их переустановкой (с двух сторон).
Автоматы и полуавтоматы непрерывного действия (роторного типа) подразделяются на горизонтальные и вертикальные (рис. 2.17,а; 2.17,б).

Рис.2.16. Вертикальный многошпиндельный токарный полуавтомат
На вертикальных полуавтоматах непрерывного действия шпиндельный стол 3 (см. рис.2.17,б) с патронами, в которых закрепляются штучные заготовки, вращается непрерывно. Синхронно со столом вращается вертикальная колонна с суппортами 4. Установку и съем заготовок осуществляют на ходу. На всех шпинделях выполняется одна и та же обработка, т. е. одинаковыми комплектами инструментов. Полуавтомат как бы объединяет несколько одношпиндельных станков, выполняющих одинаковую работу.
Автомат параллельной обработки (рис.2.17,а) предназначен для обработки только наружных поверхностей одновременно нескольких прутковых заготовок, он имеет горизонтальную компоновку. Заготовки пропускают через отверстия в шпинделях до упора и закрепляют в цанговых патронах. Обработка ведется только с поперечной подачей фасонными резцами, установленными в передних поперечных суппортах против соответствующих шпинделей с заготовками. Резцы одновременно получают поперечную подачу, а после обработки производится отрезка отрезными резцами, установленными в заднем поперечном суппорте, и цикл работы повторяется.
|
|
а |
б |
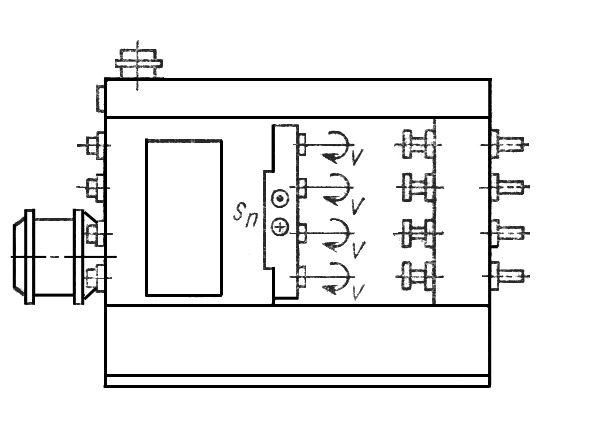
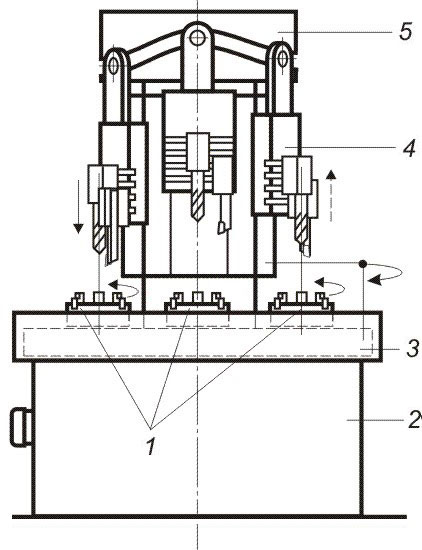
Рис.2.17. Многошпиндельный автомат параллельной обработки