

8.2 Зубофрезерование червячными фрезами
При зубофрезеровании червячными фрезами (рис.8.3) на станке воспроизводится зацепление зубчатого колеса 1 (нарезаемой заготовки) с червяком 2, который образуется прямолинейными режущими кромками червячной фрезы.
Инструмент и заготовка совершают кинематически связанные вращения при условии, что одному обороту фрезы соответствует k/z оборота заготовки, где k число заходов червячной фрезы. Это согласование обеспечивается кинематической цепью станка, включающей гитару сменных колес 3 и червячную делительную пару 4.
Согласованные вращения обеспечивают непрерывные движения обкатки и деления колеса и инструмента, что является основой высокой производительности данного способа фрезерования. Продольная (вдоль оси колеса) подача фрезы Sпр позволяет обрабатывать зубья по всей длине. При нарезании косозубых зубчатых колес необходим дополнительный доворот колеса, согласованный с продольным перемещением фрезы. Он осуществляется в станке с помощью специального дифференциала.

Рис.8.3. Схема зубофрезерования червячной фрезой
Червячное зубофрезерование может осуществляться по нескольким схемам (рис.8.4). При фрезеровании с продольной подачей (рис.8.4,а) реализуется наиболее простая кинематика процесса, но больше затраты времени из-за значительной величины врезания (увр).
|
|
|
а |
б |
в |
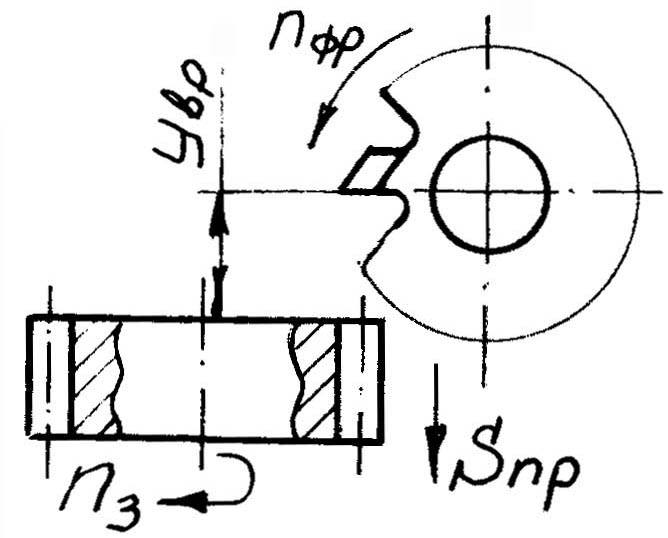


Рис.8.4 Схемы червячного зубофрезерования: а с продольной подачей; б с радиальным врезанием; в с диагональной подачей
При радиальном врезании (рис.8.4,б) длина пути врезания (а следовательно, и время) значительно сокращаются. Диагональное зубофрезерование обеспечивает наилучшее качество обработки (рис.8.4,в) благодаря непрерывному введению в работу новых режущих кромок и их равномерной загрузки. Однако кинематика процесса значительно усложняется, так как необходим доворот колеса nдиаг, что требует специальных устройств в станке. Это зубофрезерование называют также методом двух подач.
Червячное зубофрезерование весьма универсальный, точный и производительный процесс. Наиболее широко его применяют для обработки открытых зубчатых колес, твердость которых НВ ≤ 320.
Производительность червячного зубофрезерования возрастает с увеличением числа заходов фрез. Однако ухудшается качество поверхности (появляется волнистость, называемая огранкой) и уменьшается точность из-за уменьшения количества резцов.
8.3 Нарезание зубьев долбяками
Второй по распространенности после червячного зубофрезерования способ зубонарезания – нарезание зубьев долбяками.
Зубодолбление воспроизводит на станке зацепление пары цилиндрических колес (рис.8.5) одним из которых является инструмент – долбяк, а другим – нарезаемая заготовка.

Рис.8.5. Схема зубодолбления
В процессе обработки инструментальный шпиндель 1 с долбяком 2 совершает быстрое возвратно-поступательное движение со скоростью Vд. При обратном ходе долбяк отводится от колеса в радиальном направлении, чтобы исключить трение режущих кромок инструмента. Инструментальный 1 и рабочий 3 шпиндели совершают медленные кинематически связанные вращения nд и nз, определяемое отношением nд / nз = zз / zд, где zз и zд – числа зубьев заготовки и долбяка соответственно. Относительные скорости их вращения (обката) обеспечиваются кинематической цепью станка, включающей две червячные пары 4,5 и гитару деления 6. С помощью гитары деления настраивается необходимое передаточное отношение nд / nз.
Для прорезания впадины заготовки на полную глубину долбяк совершает радиальное врезание в заготовку. Оно может производиться как при круговой подаче (движения nд и nз), так и без нее. После окончания радиального врезания производится обработка всех зубьев за один оборот заготовки при фиксированном станочном межосевом расстоянии.
Схема зубодолбления позволяет производить обработку закрытых венцов, т. е. малых венцов блочных колес (рис.8.6,а) и внутренних зубьев (рис.8.6,б).
|
|
а |
б |


Рис.8.6. Схемы зубодолбления: а закрытого венца; б внутреннего венца
Зубодолбление имеет пониженную производительность по сравнению с зубофрезерованием из-за обратных холостых ходов. Кинематическая точность при зубодолблении ниже, чем при зубофрезеровании. Однако качество поверхностей зубьев при зубодолблении выше, так как число резов не определяется круговой подачей и может быть выбрано весьма большим (при соответствующем увеличении времени обработки).
Применяется зубодолбление для обработки сырых, незакаленных колес.