

Механические свойства стали после то
Среднеуглеродистая сталь в нормализованном состоянии отличается повышенной прочностью, но соответственно меньшей вязкостью и пластичностью. В зависимости от условий работы деталей из этих сталей к ним применяют различные виды термической обработки: нормализацию, улучшение, закалку с низким отпуском, закалку ТВЧ и др. В табл. 4.4 приведены механические свойства сталей после нормализации (числитель) и закалки с отпуском (знаменатель). Для каждой стали выбрана такая температура отпуска, при которой временное сопротивление улучшенной стали равно временному сопротивлению нормализованной стали (для сталей 25 и 35 температура отпуска равна 700 °С, для стали 45 — 650 °С, для стали 55 — 620 °С).
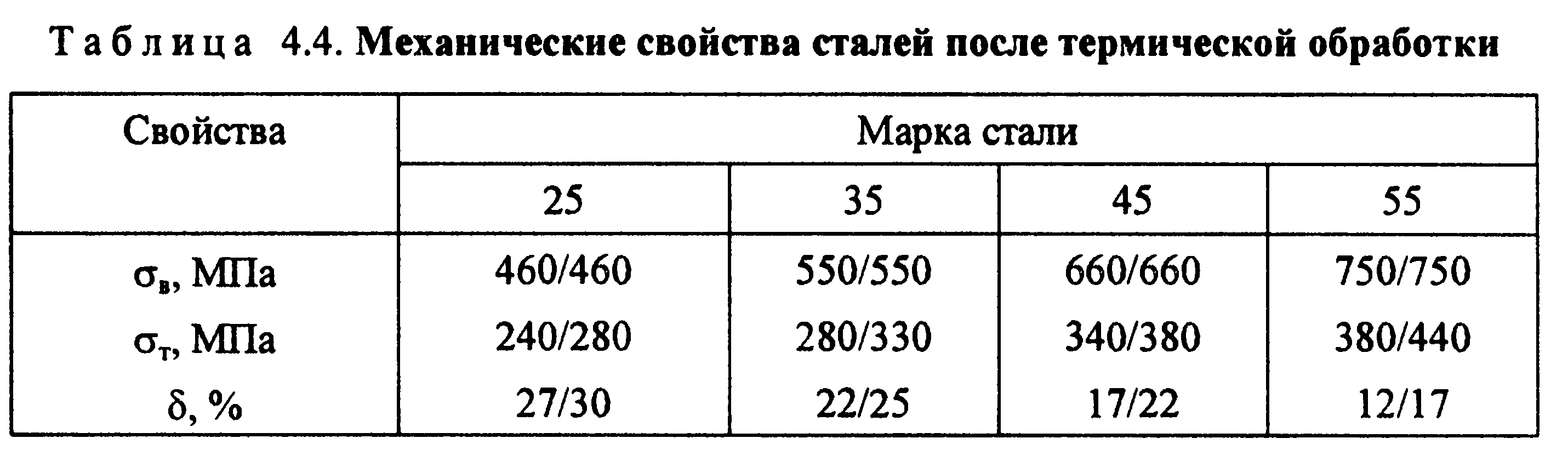
Приведенные данные показывают, что при одинаковом временном сопротивлении нормализованной и улучшенной стали такие свойства, как предел текучести и относительное удлинение, выше после закалки с высоким отпуском за счет более дисперсной структуры (сорбит). Закалка с отпуском обеспечивает и более высокую ударную вязкость и хладостойкость, чем нормализация.
Технологические свойства
Технологические свойства материала 45Л
Свариваемость |
трудносвариваемая |
Флокеночувствительность |
не чувствительна |
Склонность к отпускной хрупкости |
не склонна |
Литейно-технологические свойства материала 45Л
Линейная усадка, % : |
2.2 - 2.3 |
Жидкотекучесть – одно из важнейших литейных свойств сплавов, выражающееся в их способности заполнять литейную форму и давать качественный отпечаток поверхности формы на отливке, т.е. точно
воспроизводить конфигурацию формы. С увеличением содержания углерода жидкотекучесть стали возрастает. Повышение кремния в стали также
увеличивает ее жидкотекучесть. Марганец до 2 % не оказывает заметного воздействия на величину жидкотекучести, но высокомарганцовистые стали
отличаются лучшей жидкотекучестью по сравнению с углеродистыми. Увеличение в стали содержания меди до 4 % повышает жидкотекучесть углеродистых сталей, а добавка алюминия ее снижает. Сера уменьшает, а фосфор увеличивает жидкотекучесть стали.
Усадка – уменьшение размеров и объема отливки в процессе охлаждения и кристаллизации сплавов. Усадка может быть линейной и объемной. Линейная усадка является одним из важных свойств стали, учитываемых
при разработке технологического процесса получения отливок. Можно выделить три состояния сплава – жидкое, затвердевания и твердое и соответственно им выделить три вида усадки. Наличие в стали усадки при затвердевании – одна из ее особенностей по сравнению с чугуном, приводящей к образованию усадочных дефектов больших размеров.
Выбор плавильного агрегата
Плавка стали осуществляется при высоких температурах (1500— 1700 °С) и сопровождается сложными физико-химическими процессами взаимодействия расплава, флюсов, шлаков, печных и атмосферных газов, футеровки печи. Методы плавки разнообразны. Выбор метода плавки и типа плавильного агрегата определяется составом и свойствами стали, объемом производства, массой отливок, требованиями к их качеству, технико-экономическими показателями процесса. В литейных цехах обычно сталь выплавляют в электрических дуговых и индукционных тигельных печах. Реже используются мартеновские печи и конвертеры для производства сталей с особыми свойствами и высокими требованиями к качеству применяются электрошлаковые, вакуумно-дуговые, плазменно-дуговые, электронно-лучевые, индукционные вакуумные печи.
Индукционные печи нашли широкое применение при выплавке стали в цехах мелкого литья.