

7 . Расчет размерных технологических цепей
Целью размерного анализа технологического процесса является определение операционных размеров детали (S), а так же размера заготовки (В), с учетом величины снимаемого припуска (Z).
Исходными данными для проведения размерного анализа является разработанный технологический процесс механической обработки детали (порядок выполнения операционных размеров), величины размеров детали (А), а также величина минимального технологического припуска (Z min) на обработку элементарной поверхности на каждом переходе.
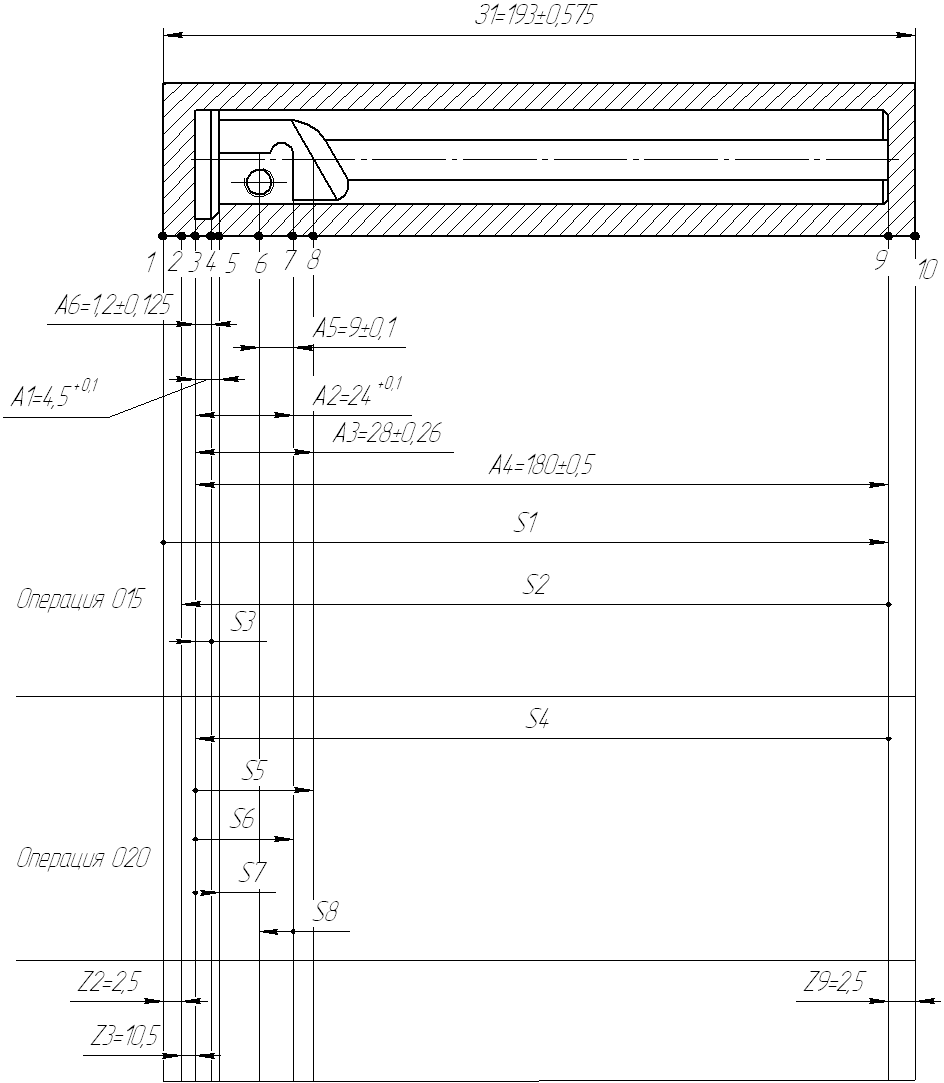
Рис. 1 Размеры на резце операционные, детали , и минимального припуска
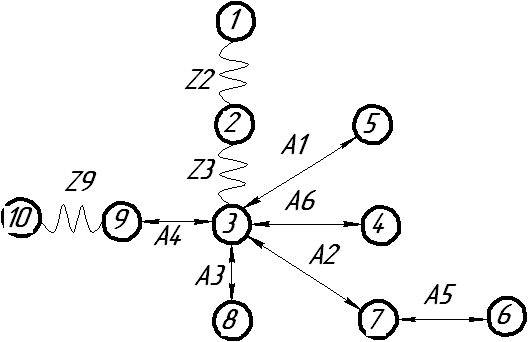
П остроение исходного дерева (рис. 2):
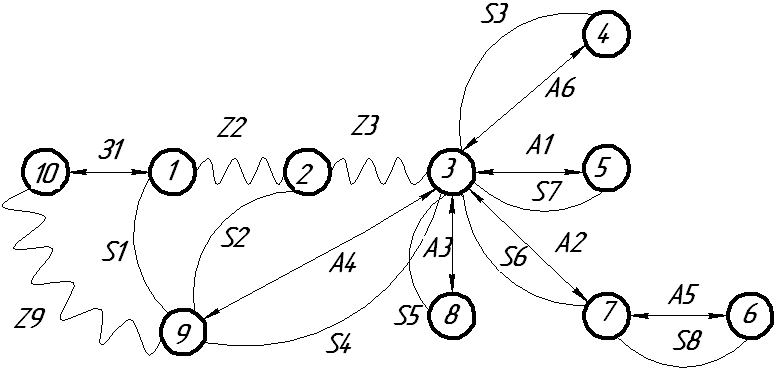
Построение производного дерева (рис. 3):

П остроение совмещенного графа (рис. 4):
Производим расчет составленных технологических цепей методом полной взаимозаменяемости.
1. Размерная цепь имеет вид
А7=1,2±0,125

S3
В данной размерной цепи S3 = A7 = 1,2±0,125
2. Размерная цепь имеет вид
А2=24+0,1
S6
В данной размерной цепи S6 = A2 = 24+0,1
3. Размерная цепь имеет вид
А5=9±0,1
S8
В данной размерной цепи S8 = A5 = 9±0,1
4 . Размерная цепь имеет вид
А3=28±0,26
S5
В данной размерной цепи S5 = A3 = 28±0,26
5. Размерная цепь имеет вид
А4=180±0,5
S4
В данной размерной цепи S4 = A4 = 180±0,5
6. Размерная цепь имеет вид
А1=4,5+0,1
S7
В данной размерной цепи S7 = A1 = 4,5+0,1
7. Размерная цепь имеет вид
S4
=
![]() [Z3min]
= 10.5
[Z3min]
= 10.5

S2
Замыкающим звеном в данной цепи является размер [Z3min].
Размер S2 – увеличивающий – он увеличивается с увеличением замыкающего звена.
Размер S4 – уменьшающий – он уменьшается с увеличением замыкающего звена.
S 2 = S4+ Z3min
S2min = S4min+ Z3min = 180,5 + 10,5 = 191 мм
S2max = S4max+ Z3min = 179,5 + 10,5 = 190 мм
Назначаем технически обоснованный допуск на выполнение операционного размера S1.
Т S1 = 1 мм
Таким образом,
![]() мм.
мм.
Определяем величину операционного припуска Z4.
Z2max = S2max – S4min = 191 – 179,5 = 11,5 мм
Z4min = S2min – S4max = 190 – 180,5 = 9,5 мм
Таким образом,
![]() мм.
мм.
Выполняем проверку по условию
2 = 1 + 1 = 2, следовательно, расчет выполнен верно.
8. Размерная цепь имеет вид
S2
=
![]() [Z2min]
= 2,5
[Z2min]
= 2,5
S1
Замыкающим звеном в данной цепи является размер [Z4min].
Размер S1 – увеличивающий – он увеличивается с увеличением замыкающего звена.
Размер S2 – уменьшающий – он уменьшается с увеличением замыкающего звена.
S1 = S2+ Z3min
S1min = S2min+ Z3min = 189,5 + 2,5 = 192 мм
S1max = S2max+ Z3min = 190,5 + 2,5 = 193 мм
Назначаем технически обоснованный допуск на выполнение операционного размера S1.
Т S1 = 1 мм
Т
аким
образом,
![]() мм.
мм.
Определяем величину операционного припуска Z4.
Z2max = S1max – S2min = 193 – 189,5 = 3,5 мм
Z2min = S1min – S2max = 192 – 190,5 = 1,5 мм
Таким образом,
![]() мм.
мм.
Выполняем проверку по условию
2 = 1 + 1 = 2, следовательно, расчет выполнен верно.
9. Размерная цепь имеет вид
S1
=
![]() [Z1min]
= 2,5
[Z1min]
= 2,5
З1 =195,5±0,575
Замыкающим звеном в данной цепи является размер [Z1min].
Размер З1 – увеличивающий – он увеличивается с увеличением замыкающего звена.
Размер S1 – уменьшающий – он уменьшается с увеличением замыкающего звена.
Определяем величину операционного припуска Z4.
Z1max = З1max – S1min = 196,075 – 192 = 4,075 мм
Z1min = З1min – S1max = 194,925 – 193 = 1,925 мм
Таким образом,
![]() мм.
мм.
Выполняем проверку по условию
3,15 = 1,15 + 1 = 3,15, следовательно, расчет выполнен верно.