

3 . Конструкция инструмента Резец для проточки внутренних канавок
Сечение державки принимаем круглым т.к. в случае сечения квадратного или прямоугольного сечения краями могут касаться детали. Рассчитываем размеры сечения державки по формуле:
 [1,стр 69]
[1,стр 69]
Где: lР – вылет резца, принимаем lР=90 т.к. длина обрабатываемой детали 72мм
![]()
Принимаем d =25мм
Изгибающий момент определяем по формуле:
![]()
Определяем длину резца:
![]()
Где lУ – длина установки резца в резцедержатель, для базирующих призм, установленных на станке 16К30Ф305 принимаем lУ = 110мм
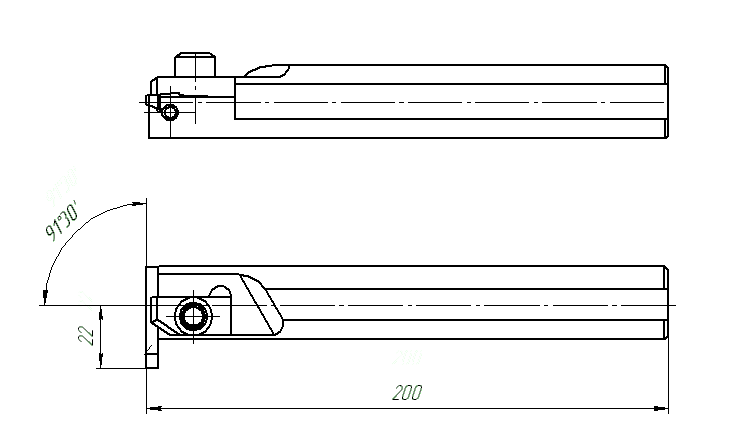
Выбираем резец конструкции (рис. 5):
З аготовку из пластины выбираем из ГОСТ 25416 – 90, в связи с тем что для обработки данной детали нет стандартизованных пластин. Материал пластины ВК6. Пластина изображена на рис. 6
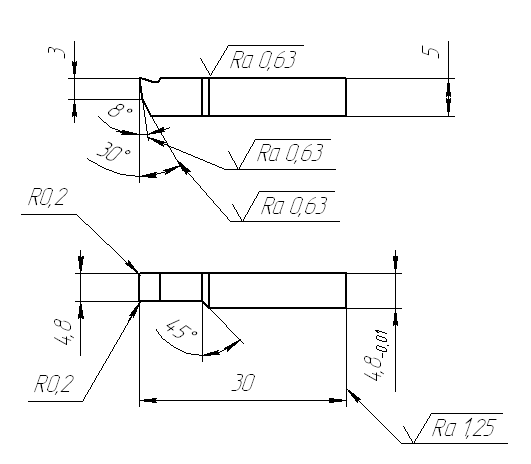
Рис. 6 Режущая пластина
По справочным материалам находим предпочтительные углы
γ=15-20º [9,стр 304]
Угол γ обеспечиваем подточкой на пластине.
4. Проверочный расчет инструмента
Проверочный расчет корпуса на жесткость. Стрела прогиба не должна превышать при чистовой обработки 0,02.
![]()
Где: E = 220 – 250ГПа модуль упругости материала корпуса,
I – момент инерции державки, равный 0,05d4 для круглого сечения,
I=0,05·254=19531
Получаем:
![]()
Условие выполняется т.к. стрела прогиба не превышает 0,02мм
П роверка на прочность пластины:

![]() значение изгибающих
моментов в пластине [10,стр. 518]
значение изгибающих
моментов в пластине [10,стр. 518]
Сечение державки 5мм, Условие выполняется
Проверка на жесткость пластины:
![]()
I – момент инерции пластины, равный b4/12 для квадратного сечения,
I=54/12=52
lП – длина вылета пластины, lП = 7мм
Е =633гПа, модуль упругости пластины ,
![]()
Условие выполняется т.к. стрела прогиба не превышает 0,02мм
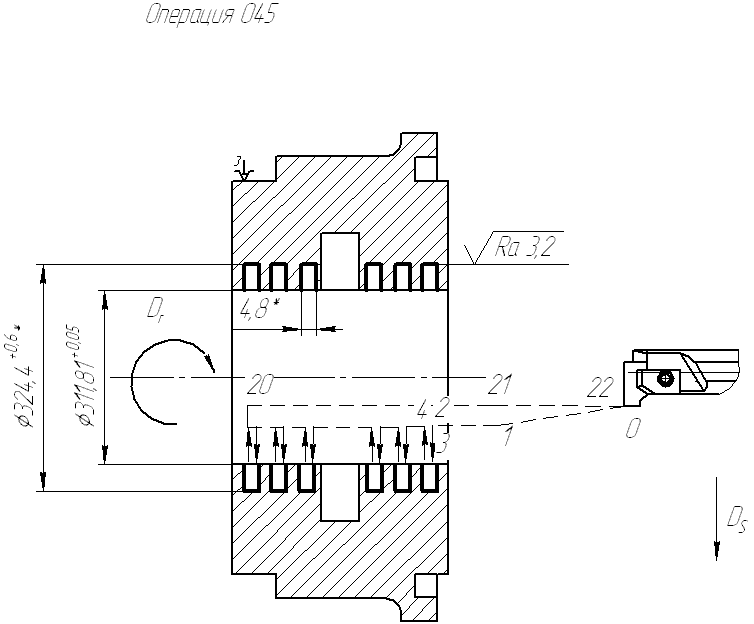
Рис 7. Внутреннее растачивание пазов. Эскиз обработки 1
6 . Конструкция инструмента второго порядка
Для чистовой обработки лысок на корпусе резца, применяем торцевую фрезу 2214-0321 ГОСТ 22088-76. (рис.7)
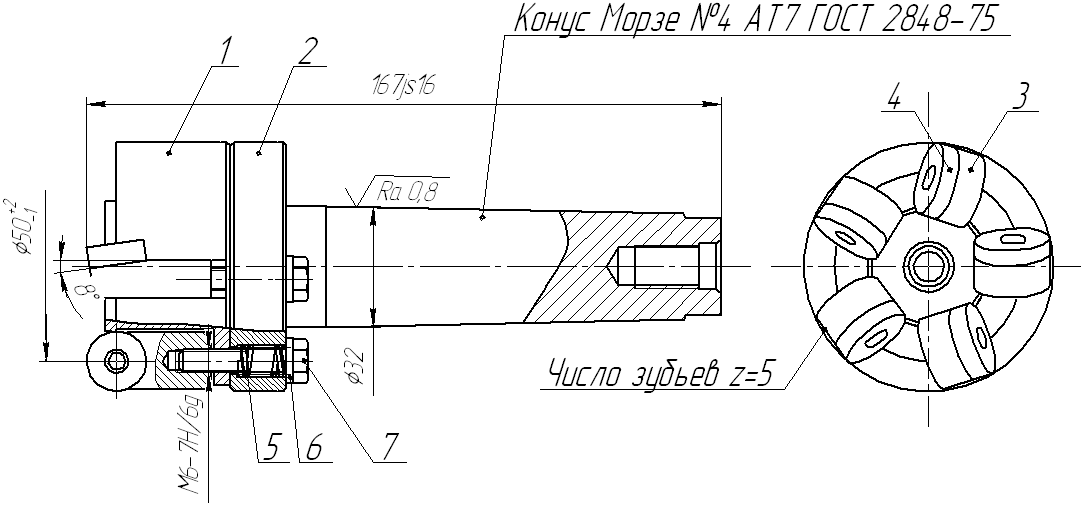
Рис. 7 Фреза в сборе 2214-0321 ГОСТ 22088-76
Торцовая фреза состоит из:
Корпус 2214 – 0321/001 ГОСТ 22088 – 76 (рис. 8)
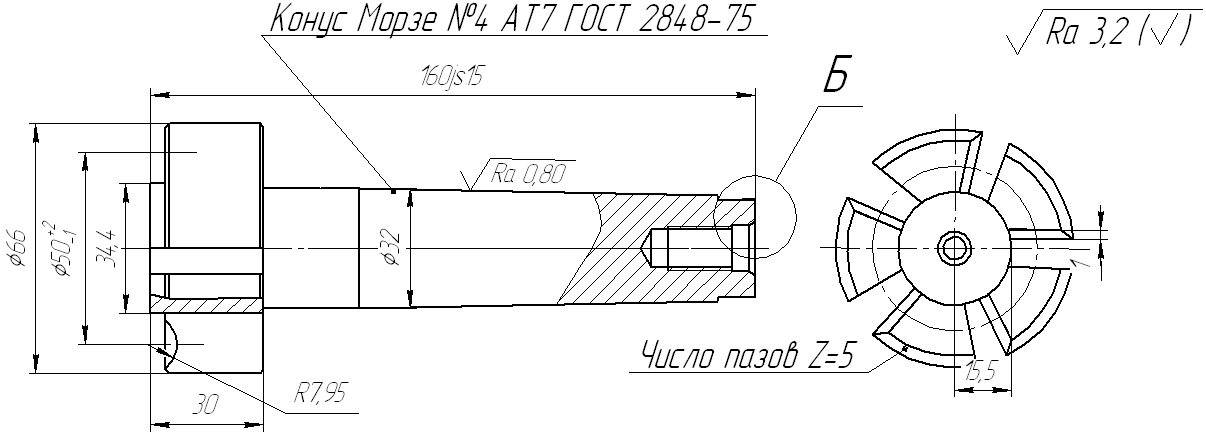
Рис. 8 Корпус 2214 – 0321/001 ГОСТ 22088 – 76
Кольцо 2214 – 0321/002 ГОСТ 22088 – 76
Державка, количество зубьев Z=5;
Режущая пластина, количество Z=5, 12133-150040 ГОСТ 19070 – 80, материал режущей пластины Т15К6.;
Пружина №281 по ГОСТ 13771- 68, количество Z=5;
Ш айба 2.6.02.05 ГОСТ 11371-78, количество Z=5;
Болт М6×30 · 5,8 ГОСТ 7805-80, количество Z=5;
Штифт 6m6×12 ГОСТ 3128-70, количество Z=5;
При обработке на станке 500VB максимальный диаметр, торцевой фрезы который может находиться на станке 80, 90, поэтому диаметр торцовой фрезы выбираем 66. Диаметр между пластинами 55.
Станок 500VB может обеспечивать максимальный допустимый опрокидывающий момент,12000 Н·м, из расчетов режимов резания (технологическая часть пункт 6) видим, что условие обеспечивается.
Корпус сделан из стали 45.
Задний и передний угол α = γ = 8º для чистовой операции.
При известных условиях обработки число зубьев сборных фрез может быть определенно по мощности станка и режимам резания [9,стр. 342]:

Принимаем Z=5
Экономический раздел Содержание
Брянский Государственный 1
Брянск 2012 1
Содержание 3
Технологический раздел 4
Содержание 5
1. Краткие сведения об инструменте. 6
2. Материал инструмента 7
3. Определение типа производства 8
5. Разработка технологического процесса механической обработки «Корпуса резца» 13
5.1 Базовый технологический процесс 13
5.2 Критический анализ базового технологического процесса 14
5.3 Предлагаемый технологический процесс 14
5.4 Применяемое оборудование 16
6. Расчет режимов резания 20
Режимы резания для всех операций приведены в таблице 11. 30
7. Расчет размерных технологических цепей 33
33
8 Расчет и назначение нормы времени 39
9. Расчет погрешности обработки 42
Конструкторский раздел 45
Содержание 46
1. Анализ детали «Уплотнение» 47
1.1 Назначение детали 47
1.2 Материал детали 47
Химический состав АК8 47
47
Химический состав АМг3 48
1.3 Анализ поверхностей деталей 49
2. Режимы резания для обработки внутренних канавок. 49
3. Конструкция инструмента 52
Резец для проточки внутренних канавок 52
4. Проверочный расчет инструмента 53
6. Конструкция инструмента второго порядка 54
57
Экономический раздел 57
Содержание 58
1. Определение технологической себестоимости инструмента 59
2. Определение минимума приведенных затрат 61
3. Определение экономического эффекта 63
Список литературы 64
Приложения 65